




激光器的輸出形態,包含連續激光器和脈衝(chong) 激光器兩(liang) 種。被加工材料對激光束的吸收率受激光波長的影響(如不鏽鋼之類的激光對1064nm激光吸收率高,皮革布匹塑料之類的材料對波長為(wei) 10.6um的激光吸收率高),而激光的波長又是取決(jue) 於(yu) 激光的工作介質(比方ND:YAG激光晶體(ti) 產(chan) 生的激光波長就是1064nm)。激光輸出功率表示能量的大小,占空比表示在脈衝(chong) 輸出時的每一脈衝(chong) 時間內(nei) 激光照射時間所占的比例,頻率表示每一秒內(nei) 的照射次數,光束模式M2表示能量強度的分布(有單模和多模幾種)。
B 與(yu) 加工透鏡相關(guan) 的要素
焦距表示從(cong) 透鏡中心位置到焦點的距離(我們(men) 常說的F125 F150就是說的焦距是125和150mm),焦距是直接影響焦點位置處的光斑直徑與(yu) 焦深的最重要要素。加工透鏡中有能抑製像差的凹凸透鏡(如消相差的組合透鏡)、非球麵透鏡和普通的平凸透鏡幾種。
C 與(yu) 激光束的焦點光斑相關(guan) 的要素
焦點(聚焦光斑)的直徑取決(jue) 於(yu) 透鏡的規格,如透鏡的焦距越短,則焦點的直徑就會(hui) 越小;同樣焦距的透鏡,非球麵聚焦鏡比平凸透鏡的聚焦效果好。焦點位置是指聚焦點距離加工材料表麵的相對位置,我們(men) 把材料表麵之上方向定義(yi) 為(wei) 正離焦、之下定義(yi) 為(wei) 負離焦。焦深是指在焦點附近能得到與(yu) 聚焦點處光斑直徑大小基本相同光斑的範圍,焦距越長焦深也一般越長,同等焦距下波長越長的激光器的焦深越長。
D 與(yu) 噴嘴相關(guan) 的要素
噴嘴的直徑決(jue) 定著熔化、燃燒的可限製範圍以及噴射於(yu) 加工部位的輔助氣體(ti) 流量,薄板用的噴嘴孔就越小,厚板切割用的噴嘴孔就越大;不鏽鋼切割一般用單層噴嘴,碳鋼切割一般用雙層噴嘴。噴嘴的前端之所以呈圓形,主要是為(wei) 了能勝任對任何方向的加工,噴嘴與(yu) 加工材料表麵間的間距要盡量設定得窄一些。
E 與(yu) 輔助氣體(ti) 相關(guan) 的要素
輔助氣體(ti) 的壓力影響著熔化金屬從(cong) 切縫中排出的情況。氣體(ti) 的種類將影響到加工質量與(yu) 加工能力,空氣主要適用的材料有鋁,鋁合金,不鏽銅,黃銅,電鍍鋼板,非金屬等等;氮氣主要適用的板材有不鏽鋼,電鍍鋼板,黃銅,鋁,鋁合金等;氧氣主要適用壓延鋼材,溶接構造用壓延鋼材,機械構造用碳鋼,高張力版,工具板,不鏽鋼,電鍍鋼板,銅,銅合金等;氬氣主要適用的材料是鈦,鈦合金等。而焊接或熱處理時,則需要對加工部位起保護作用,用的保護氣體(ti) 有氮氣、氬氣、氦氣等,氮氣N2---可以用於(yu) 不鏽鋼的焊接保護氣;氬氣Ar----性價(jia) 比高,最常規的保護氣;氦氣He---最好但也是最貴的保護氣。每一個(ge) 噴嘴都存在著與(yu) 其自身相配的最佳氣體(ti) 流量。
F 與(yu) 加工材料相關(guan) 的要素
板材的材質和厚度會(hui) 影響到激光能量的消耗,厚板就用更高功率的激光器,薄板就可以用小一點功率的激光器。材料的表麵狀況會(hui) 影響到激光束吸收的穩定性,比方同等功率情況下,切割亮麵碳鋼比切割磨砂麵碳鋼就薄得多。而加工形狀又會(hui) 影響到熱量的擴散。
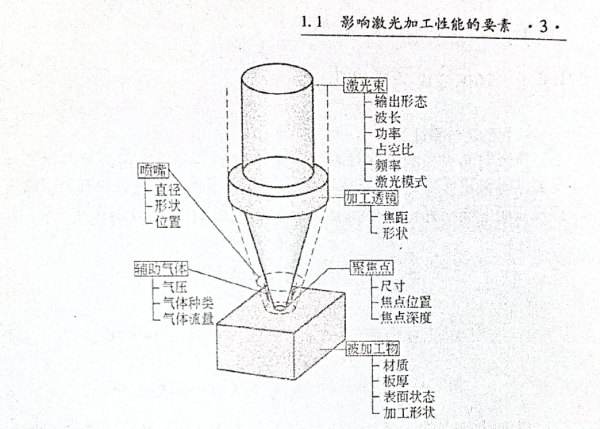
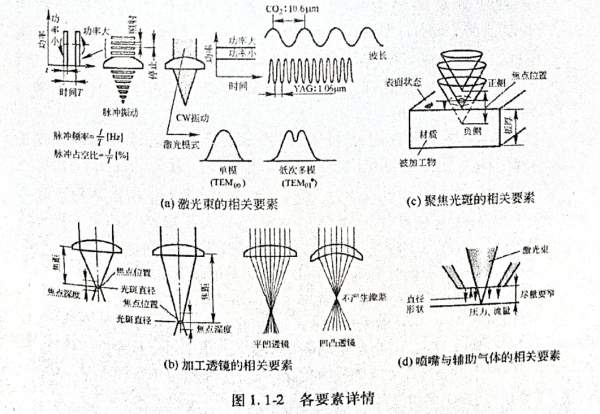
圖1.1-1和圖1.1-2中顯示的是影響激光加工性能的各主要因素。加工性能的提高,離不開對這些要素的優(you) 化。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們