




IPG 1.5 kW風冷型
手持激光焊接和清洗係統
在典型金屬製造中的應用
作者:Valentin Gapontsev博士、Felix Stukalin、Adam Pinard、Oleg Shkurikhin、Yuri Grapov、Iurii Markushov
前言
傳(chuan) 統MIG焊和TIG焊的缺點包括:通常需要一定的焊前準備和設置;在焊接時產(chan) 生極高的熱量,導致熱影響區較大、材料扭曲變形,焊接質量結果不理想;在焊前和焊後需要進行處理,從(cong) 而增加總成本、降低生產(chan) 率。此外,需要雇用有經驗的焊工,尤其是焊接複雜接頭,這導致成本進一步增加。自動化激光焊接技術可以解決(jue) 上述問題,但是到目前為(wei) 止,由於(yu) 成本高、占地麵積大和複雜程度高,對於(yu) 金屬製造商來說,這並不是理想的解決(jue) 方案。
IPG 通過推出革命性的新產(chan) 品解決(jue) 了這些挑戰,LightWELD係列產(chan) 品可以為(wei) 各種規模的製造商提供手持式激光焊接和清洗功能,適合新手和專(zhuan) 業(ye) 焊工使用。新產(chan) 品配備1.5 kW可調光纖激光光源,可提供2.5 kW峰值功率,通過符合人體(ti) 工學的手持式焊槍提供焊接所需的加工功率。焊機中存儲(chu) 了工藝參數庫,針對常見的材料和厚度組合進行優(you) 化,並且能夠焊接異種材料和不同電導率的材料。通過結合光束振蕩(擺動)特征,擺動寬度高達5 mm,對工件裝配間隙容忍度高,同時形成美觀焊縫。體(ti) 積僅(jin) 為(wei) 0.1 m3,重量僅(jin) 有53 kg,尺寸輕巧,便於(yu) 攜帶。這些特征使得這個(ge) 解決(jue) 方案成為(wei) 革命性的激光創新,以及高生產(chan) 率的工業(ye) 工具。
焊接應用
在金屬製造行業(ye) ,主要挑戰是熟練技術工的短缺,特別是對於(yu) 要求較高的TIG焊,往往需要高技能操作員。LightWELD克服了這個(ge) 問題,幾乎任何人都可以很快上手進行激光焊接,並焊接出良好的結果;關(guan) 鍵在於(yu) ,首先需要開發和優(you) 化工藝,然後將其整合到係統中。例如,經過安全培訓後,即使是沒有焊接經驗的裝配工也可以重複焊接出穩定、一致的搭接接頭,因為(wei) 係統會(hui) 根據選定的材料和厚度自動調控激光工藝,進行定位點焊。
激光焊機不僅(jin) 可以焊接常規接頭,還可以焊接幾何形狀等更為(wei) 複雜的接頭,這也有助於(yu) 改進產(chan) 品設計。下圖(圖1)所示案例:使用IPG手持激光焊機焊接1.5 mm+1.5 mm不鏽鋼外殼。該設計利用了激光焊接能力,使操作員能夠穿透具有低輪廓焊縫的頂部材料,從(cong) 而大幅減少預處理和後處理工作,顯著降低總成本。
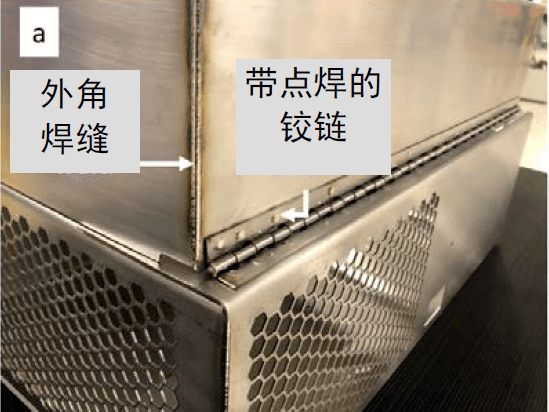

圖1.不鏽鋼激光焊接:a)具有高質量的外角焊縫和點焊鉸鏈;b)使用預設點焊參數將多孔板點焊到外殼上,實現100%的一致性。
傳(chuan) 統的弧焊工藝使用氬氣作為(wei) 不鏽鋼和鋁的保護氣體(ti) ,以防止焊接熔池氧化。激光焊接使用氮氣提供更好的焊接結果。使用氮氣和氬氣作為(wei) 保護氣體(ti) 的焊接結果如下所示(圖2)。
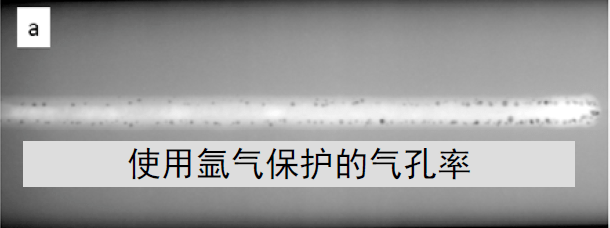
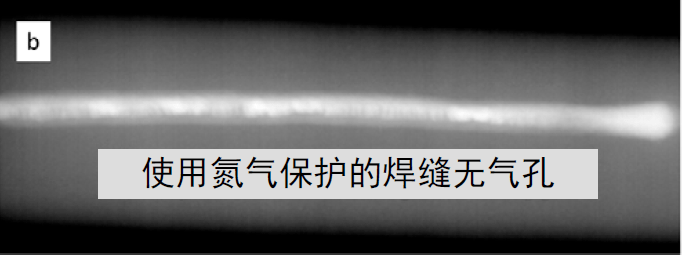
圖2.使用不同保護氣體(ti) 焊接2.0mm不鏽鋼:a)使用氬氣的焊縫X射線結果顯示,熱影響區附近產(chan) 生多個(ge) 氣孔;b)使用氮氣的焊縫X射線結果顯示,焊縫無氣孔。
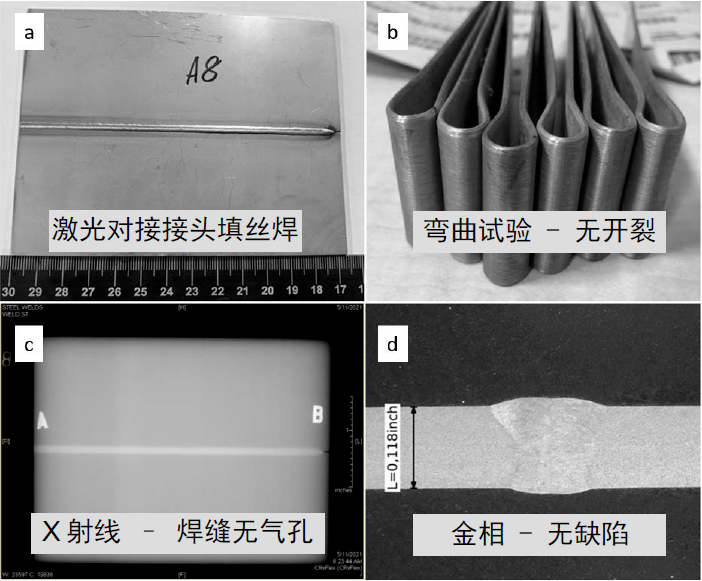
焊縫評估結果如下所示(圖3),包括根據AWS D17.1:2017(A類)- 航空航天級的熔焊規範進行目視和金相檢查、拉伸試驗和彎曲試驗。
圖3. 2.0 mm不鏽鋼航空級質量焊縫結果:a)手持式激光填絲(si) 焊樣品;b)彎曲試驗結果:在180°彎曲角度下無開裂;c)焊縫的X射線結果顯示:焊縫無氣孔;d)焊縫金相結果顯示:完全熔透,無缺陷和夾雜物。
清洗應用
LightWELD XC手持激光焊接清洗一體(ti) 機具有激光光斑尺寸小和高頻脈衝(chong) 控製特征,可以針對焊接前後發生變色和汙染的表麵提供清洗功能。由於(yu) 氧化層和汙染物會(hui) 對氣孔率和焊縫質量產(chan) 生顯著影響,該功能對於(yu) 鋁等材料的焊接至關(guan) 重要。在傳(chuan) 統工藝中,操作員在焊接前使用丙酮或其他化學物質清洗接頭。激光可以燒蝕所有汙染物並去除氧化層,例如,圖4顯示了激光清洗如何提高鋁5052和鍍鋅板的焊縫質量。

圖4.激光清洗後焊縫質量提高:a)鋁5052:X射線結果顯示,在焊接前應用激光清洗後,氣孔減少;b)鍍鋅板:X射線結果顯示,在焊接前應用激光清洗後,缺陷顯著減少。
通常,焊工需要在焊後進行處理,這可能是非常耗時的清洗過程。LightWELD XC手持激光焊接清洗一體(ti) 機的優(you) 勢:約20mm/s的清洗速度,無需打磨耗材或化學品,以防止表麵受損。圖5a顯示了焊接工藝前低碳鋼除鏽的激光清洗結果。

圖5.激光清洗:a)焊接過程中的重鏽去除;b)激光清洗的酸洗和鈍化效果,通過完全焊接和部分清洗不鏽鋼304L的鹽霧試驗進行驗證,暴露2小時後,左側(ce) (激光清洗)未發現生鏽跡象。
激光清洗最重要的優(you) 勢之一是焊接後不鏽鋼酸洗和鈍化。圖5b顯示了浸入35℃鹽霧溶液(Morton Culinox 999/DI Type IV)中2小時後的樣品。焊後對樣品左側(ce) 進行激光清洗,右側(ce) 保持焊接狀態。焊接樣品右側(ce) 發現明顯的生鏽跡象,但是在激光清洗後,左側(ce) 未發現生鏽。該示例證明了激光清洗可以取代不鏽鋼應用的傳(chuan) 統酸洗和鈍化過程。
總結
通過從(cong) 傳(chuan) 統的焊接和清洗方法,轉換到這種手持式激光係統,為(wei) 用戶節省了大量成本。手持式的LightWELD係統適用於(yu) 典型鈑金行業(ye) 中工廠和車間應用,適合經驗豐(feng) 富的操作員使用,也適合新手使用。這種柔性的操作光纖能夠在直徑約與(yu) 一根頭發相當的小點上傳(chuan) 輸加工所需的紅外光能量,比傳(chuan) 統焊接方法產(chan) 生的熱量更少。LightWELD激光焊接和清洗一體(ti) 機的其他優(you) 勢包括:
焊接速度至少比TIG焊或MIG焊快數倍;
與(yu) 傳(chuan) 統工藝相比,焊縫變形降低了一個(ge) 數量級;
集成工藝參數庫和符合人體(ti) 工學設計的焊槍,使得係統易於(yu) 學習(xi) 和操作,裝配工和新手焊工均可以進行激光點焊並實現100%一致性的激光定位點焊,雇用新手能夠讓製造商減輕基礎焊接工作的負擔,從(cong) 而顯著降低用工成本和總成本;
焊前激光清洗可以取代傳(chuan) 統焊接方法所需的典型打磨和噴砂工序,同時減少焊縫中的氣孔和缺陷形成;
焊後激光清洗可以取代危險的化學清洗方法,並在焊後使用同一設備立即對不鏽鋼進行清洗和鈍化處理。
LightWELD係列產(chan) 品是輕巧便攜、操作簡便、經濟智能、安全可靠的手持激光焊接係統,帶有清洗功能(可選),並已獲得歐盟CE認證,是一款安全可靠的生產(chan) 工具。
本文摘選自 IPG發表的《1.5 kW風冷型手持激光焊接和清洗係統在典型金屬製造中的應用》
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀




















 關注我們
關注我們