




1、導讀
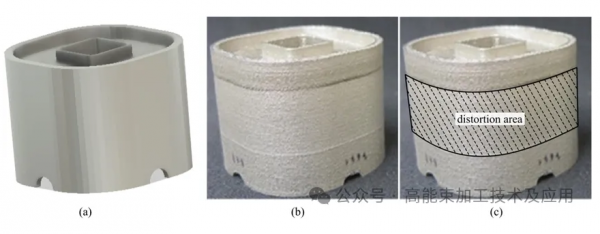
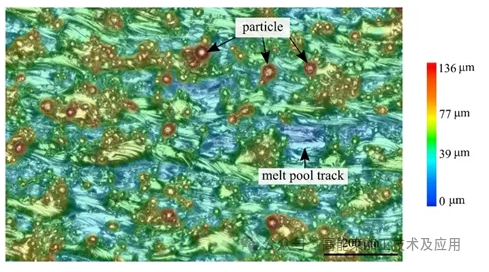
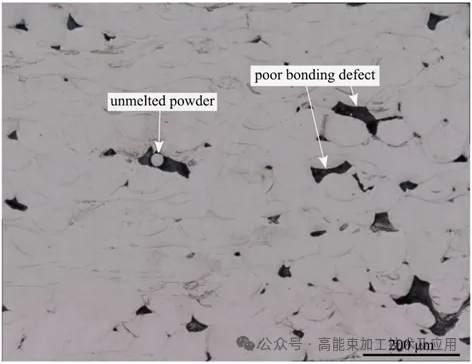
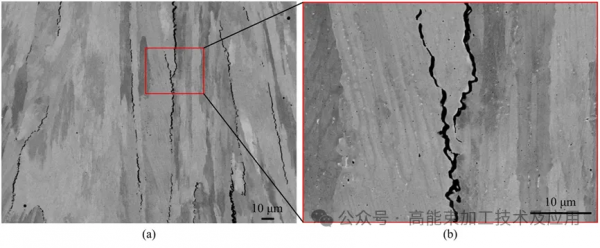
增材製造(AM)是一項快速發展的技術,該技術在製備具有複雜幾何形狀的輕質零件方麵具有優(you) 勢。在各種增材製造技術中,基於(yu) 激光的增材製造(LBAM)顯示出相當大的工業(ye) 應用潛力,並且已經通過實現複雜的設計和創新的應用開發改變了製造過程。盡管LBAM技術和材料的進步提高了製造能力,但打印過程的可重複性、耐用性和可靠性仍然麵臨(lin) 重大挑戰。激光增材製造製備金屬樣品過程中常見的缺陷包括產(chan) 品幾何和尺寸缺陷、孔隙率、不完全熔合和裂紋。與(yu) 工程的進步,為(wei) 實際應用提供了新的可能性。 2、LBAM中的缺陷類型 雖然不同的LBAM工藝有各自的特點,但它們(men) 具有相似的製造方法。圖1為(wei) 兩(liang) 種常見的LBAM技術,分別為(wei) 定向能量沉積(DED)和激光粉末床熔合(LPBF)。由於(yu) LBAM過程很複雜;此過程涉及許多打印參數,例如激光掃描速度、激光功率、材料類型和尺寸以及腔室環境。打印中不適當的設置會(hui) 產(chan) 生缺陷。 圖1.(a)DED技術示意圖;(b)LPBF技術示意圖 2.1幾何和尺寸缺陷 幾何偏差是LBAM工藝中常見的缺陷之一。幾何缺陷可能是由於(yu) 機器錯誤和控製激光運動的機器錯誤引起的。激光位置誤差和平台運動誤差是導致幾何缺陷的兩(liang) 種機械誤差。對於(yu) 尺寸不準確,主要影響因素是收縮/變形。在LBAM工藝中,收縮有兩(liang) 種:燒結收縮和熱收縮。燒結收縮主要是由致密化產(chan) 生的,而熱收縮是由循環加熱和冷卻引起的,這導致殘餘(yu) 應力顯著,從(cong) 而導致局部塑性變形。例如圖2在頂部附近觀察到收縮。 圖 2. 316 L不鏽鋼在LPBF工藝的變形產(chan) 品:(a)設計產(chan) 品的CAD模型;(b)打印樣品;(c)成品上的變形麵積 影響產(chan) 品幾何和尺寸精度的另一個(ge) 因素是表麵光潔度精度,也稱為(wei) 表麵粗糙度。在打印過程中,部分熔化的顆粒和飛濺物附著在產(chan) 品表麵,導致最終與(yu) 設計尺寸不同。表麵粗糙度不僅(jin) 會(hui) 影響產(chan) 品的使用,還會(hui) 影響材料的性能。圖3顯示了LPBF工藝製備的316 L不鏽鋼的典型形貌,可以觀察到熔池軌跡和附著的顆粒。 圖 3. LPBF製備的316 L不鏽鋼的典型形貌 2.2孔隙率 孔隙率是LPBF工藝中常見的缺陷,對樣品機械性能有負麵影響。通常,粉末擴散不足、缺乏熔融、鍵孔、收縮和氣體(ti) 參與(yu) 會(hui) 形成孔隙。前三者類型尺寸較大,是由於(yu) 工藝參數不當造成的。例如,金屬粉末堆積密度低(例如,小於(yu) 50%)和飛濺物可能導致粉末床中出現較大的孔隙,而這些孔隙在熔化過程中無法填充。高激光能量密度導致鍵孔,金屬蒸汽壓導致深熔池底部出現孔隙。通過優(you) 化LBAM工藝參數,可以完全消除這些缺陷。一般來說,後兩(liang) 種類型的尺寸較小。由於(yu) 凝固收縮導致的孔隙通常位於(yu) 晶粒之間,並遵循晶界形狀。氣體(ti) 誘導的孔隙呈球形,可能來自由於(yu) 氣體(ti) 霧化過程而捕獲在粉末原料顆粒中的氣體(ti) 、由於(yu) 不同溫度下不同的氣體(ti) 溶解度而溶解在金屬中的氣體(ti) 、熔化過程中產(chan) 生的金屬蒸汽或粉末表麵的水分。圖4為(wei) LBAM技術製備316 L不鏽鋼的光學圖像。 圖 4. LBAM技術製備316 L不鏽鋼的光學圖像 2.3不完全熔合 不完全熔合主要是由於(yu) LBAM工藝製備過程中缺乏能量輸入而產(chan) 生的,也稱為(wei) 缺乏熔合缺陷,如圖5所示。缺乏熔合缺陷主要是因為(wei) 金屬粉末沒有完全熔化,在前一層上沉積了一層新的金屬粉末,它們(men) 之間有足夠的重疊。缺乏熔合缺陷可分為(wei) 兩(liang) 種類型:凝固過程中熔融金屬粉末不足形成的粘接不良缺陷和未熔化的金屬粉末造成的缺陷。 圖 5. LBAM製備316 L不鏽鋼樣品中缺乏熔融缺陷的光學圖像 當激光能量密度較低時,熔池寬度較小,導致重疊不足。由於(yu) 沒有足夠的能量來完全熔化新層的粉末,因此重疊不足會(hui) 導致掃描軌跡之間的金屬粉末未熔化。因此,在LBAM打印樣品中會(hui) 產(chan) 生不完全的融合和未熔化的粉末,特別是在掃描軌跡和沉積層之間。 2.4裂紋 在LBAM製備工藝中,在高激光能量輸入下,金屬粉末快速熔化並快速凝固。熔池內(nei) 冷卻速率可達1.6×106 K/s以上。根據材料、工藝和零件設計,裂紋在凝固過程中和凝固後產(chan) 生。例如,在凝固的最後階段,由於(yu) 液體(ti) 供給不足而形成凝固開裂。應變時效裂紋是一種韌性裂紋,是由於(yu) 熱處理過程中析出相的形成而產(chan) 生的。在打印樣品中產(chan) 生大量的殘餘(yu) 應力,這些殘餘(yu) 應力可能超過材料的極限強度而導致形成裂紋。圖6為(wei) LPBF打印過程中,凝固裂紋沿晶界發展。 圖 6.(a)LBAM製備316 L不鏽鋼裂紋形貌;(b)圖(a)紅色框的放大圖像 03、結論與(yu) 展望 由於(yu) 製造的便利性和機械性能增強的實用性,在工業(ye) 4.0中LBAM技術被認為(wei) 是比傳(chuan) 統技術更受青睞的製造技術。LBAM過程以複雜的物理過程為(wei) 主,包括激光能量吸收和傳(chuan) 輸、材料蒸發、重熔和凝固、熔池流體(ti) 動力學以及通過外延生長和成核的微觀結構演變。但是,在打印過程中經常出現裂紋、氣孔、變形和熔合不足等缺陷,影響製造零件的機械和功能性能。這些缺陷的嚴(yan) 重程度和密度與(yu) 材料參數和激光能量密度及其相關(guan) 參數(如功率、速度和光斑尺寸)相關(guan) 。未來可以通過機器學習(xi) 算法這種新穎有效的檢測手段對LBAM製備金屬樣品過程中形成的缺陷進行檢測,目的在於(yu) 檢測和消除缺陷並保證產(chan) 品質量。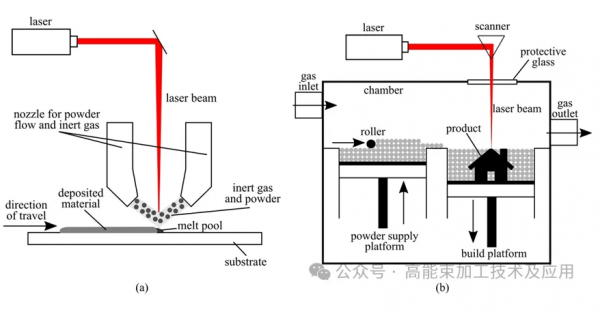

轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們