




雙光束焊接方法提出,主要是用於(yu) 解決(jue) 激光焊接對裝配精度的適應性及提高焊接過程穩定性、改善焊縫質量,尤其是對於(yu) 薄板焊接及鋁合金的焊接。雙光束激光焊接,可將同一種激光采用光學方法分離成兩(liang) 束單獨的光來進行焊接,也可以采用兩(liang) 束不同類型的激光進行組合,CO2激光、Nd:YAG激光和高功率半導體(ti) 激光相互之間都可以進行組合。通過改變光束能量、光束間距,甚至是兩(liang) 束光的能量分布模式,對焊接溫度場進行方便、靈活地調節,改變孔的存在模式與(yu) 熔池中液態金屬的流動方式,為(wei) 焊接工藝提供了更廣闊的選擇空間,這是單光束激光焊接無法比擬的。它不僅(jin) 擁有激光焊接熔深大、速度快、精度高的優(you) 點,而且對於(yu) 常規激光焊接難以焊接的材料與(yu) 接頭也有很大的適應性。
一、雙束激光焊接原理
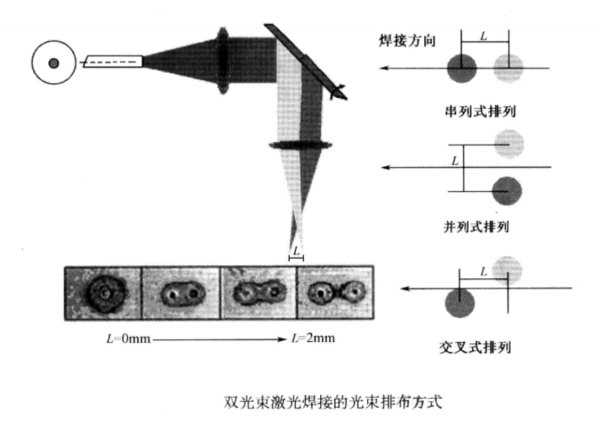
雙光束焊接意味著在焊接過程中同時使用兩(liang) 束激光,光束排布方式、光束間距、兩(liang) 束光所成的角度、聚焦位置以及兩(liang) 束光的能量比都是雙光束激光焊接中的相關(guan) 設置參數。通常情況下,在焊接過程,雙束光的排布方式一般有兩(liang) 種,如圖所示,一種是沿焊接方向呈串列式排布,這種排布方式可以降低熔池冷卻速率,減少了焊縫的淬硬性傾(qing) 向和氣孔的產(chan) 生。另一種是在焊縫兩(liang) 側(ce) 並列排布或交叉排布,以提高對焊縫間隙的適應性。
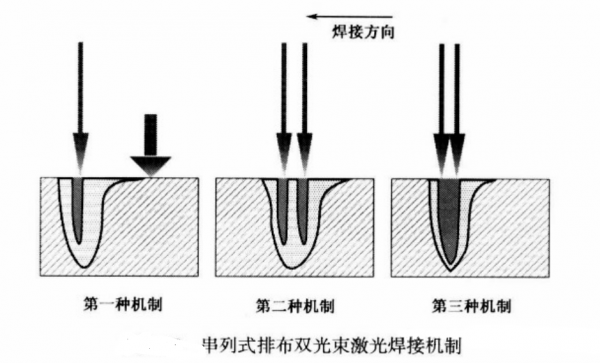
對於(yu) 串列式排布的雙光束激光焊接係統,根據前後兩(liang) 個(ge) 光束間距的不同,存在三種不同的焊接機製,如下圖所示。
1、第一類焊接機製中,兩(liang) 束光的間隔距離較大,一束光的能量密度較大,聚焦於(yu) 工件表麵,用於(yu) 在焊接中產(chan) 生匙孔;另一束光能量密度較小,隻作為(wei) 焊前或焊後熱處理的熱源。采用這種焊接機製,焊接熔池的冷卻速度在一定範圍內(nei) 可以控製,有利於(yu) 焊接一些高裂紋敏感性的材料,如高碳鋼、合金鋼等,同時可以提高焊縫的韌性。
2、第二類焊接機製中,兩(liang) 束光焦點間距相對較小,兩(liang) 束光在一個(ge) 焊接熔池中產(chan) 生兩(liang) 個(ge) 相互獨立的匙孔,使得液態金屬的流動模式發生改變,有助於(yu) 防止咬邊、焊道凸起等缺陷的產(chan) 生,改善焊縫成形。
3、第三類焊接機製中,兩(liang) 束光間距很小,此時兩(liang) 束光在焊接熔池中產(chan) 生同一個(ge) 匙孔。與(yu) 單束激光焊接相比,由於(yu) 此匙孔尺寸變大,不易閉合,焊接過程更加穩定,氣體(ti) 也更容易排出,有利於(yu) 減少氣孔、飛濺,獲得連續、均勻、美觀的焊縫。
焊接過程中,也可以讓兩(liang) 束激光互成一定角度,其焊接機製與(yu) 平行雙光束焊接機製相類似。有試驗結果表明,采用兩(liang) 個(ge) 互成30°,間距為(wei) 1~2mm的高功率OO,激光束可以獲得漏鬥形匙孔,匙孔尺寸更大而且更加穩定,可以有效提高焊接質量。實際應用中,可以根據不同的焊接條件改變兩(liang) 束光的相互組合情況實現不同的焊接過程。
二、雙束激光焊接的實現方法
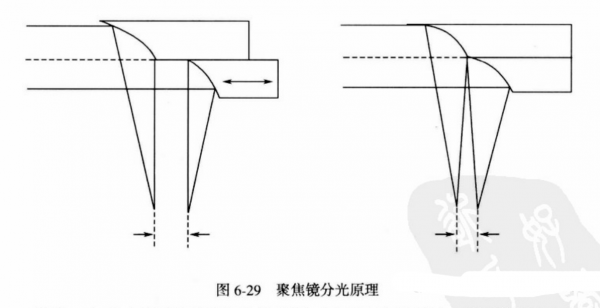
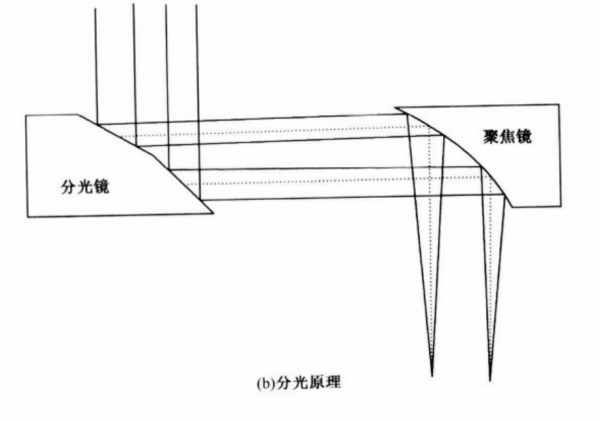
雙光束的獲取可以將兩(liang) 個(ge) 不同的激光束進行組合得到,也可以將一束激光采用光學分光係統,分成兩(liang) 束激光進行焊接。要將一束光分為(wei) 兩(liang) 束不同功率、相互平行的激光,可以使用分光鏡或一些特殊的光學係統。圖為(wei) 采用聚焦鏡為(wei) 分光鏡的兩(liang) 種分光原理示意圖。
此外,也可以采用反射鏡作為(wei) 分光鏡,以光路中的最後一個(ge) 反射鏡作為(wei) 分光鏡。這種反射鏡也稱為(wei) 屋脊式反射鏡,其反射麵不是一個(ge) 平麵,而由兩(liang) 個(ge) 平麵組成,兩(liang) 反射麵的相交線位於(yu) 鏡麵中間,類似一個(ge) 屋脊,如圖所示。一束平行光照射在分光鏡上,被不同角度的兩(liang) 個(ge) 平麵反射形成兩(liang) 束光,照射到聚焦鏡的不同位置,聚焦後在工件表麵得到一定間距的兩(liang) 個(ge) 光束。通過改變兩(liang) 個(ge) 反射麵的夾角和屋脊位置,可以得到不同焦點間距和排布方式的分光光束。
采用兩(liang) 種不同類型的激光束組成雙光束時,有多種組合方式。可以使用一台能量呈高斯分布的高質量CO2激光進行主要焊接工作,輔助一台能量呈矩形分布的半導體(ti) 激光進行熱處理工作。這種組合方式,一方麵比較經濟,另一方麵兩(liang) 束光的功率能獨立調節,可針對不同的接頭形式,通過調節激光與(yu) 半導體(ti) 激光的重疊位置獲得一個(ge) 可調的溫度場,非常適合於(yu) 焊接過程控製。另外,也可將 YAG 激光與(yu) CO2激光組合成雙光束進行焊接,將連續激光和脈衝(chong) 激光組合進行焊接,還可以將聚焦光束和散焦光束組合進行焊接。
三、雙束激光焊接原理
3.1 雙光束激光焊接鍍鋅板
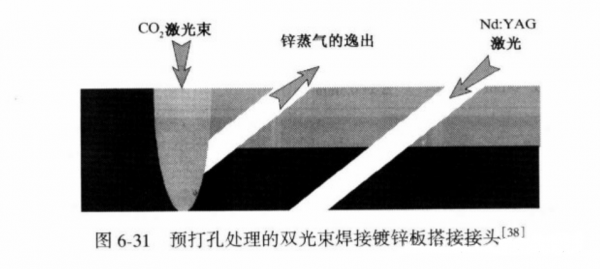
鍍鋅鋼板是汽車工業(ye) 中最常用的一種材料,鋼的熔點在1500℃左右,而鋅的沸點隻有906℃,因此采用熔焊方法,通常會(hui) 有大量的鋅蒸氣產(chan) 生,造成焊接過程不穩定,在焊縫中形成氣孔。對於(yu) 搭接接頭,鍍鋅層的揮發不僅(jin) 發生在上下表麵,同時也出現在接頭結合麵處,焊接過程中有的區域鋅蒸氣快速噴出熔池表麵,有的區域鋅蒸氣又難以逸出熔池表麵,焊接質量很不穩定。
雙光束激光焊接可以解決(jue) 鋅蒸氣帶來的焊接質量問題,一種方法是通過合理匹配兩(liang) 束光的能量來控製熔池存在時間和冷卻速度,以利於(yu) 鋅蒸氣的逸出;另一種方法是通過預打孔或切槽處理來釋放鋅蒸氣。如圖6-31所示,采用CO2激光進行焊接,YAG 激光在CO2激光前側(ce) ,用來打孔或切槽。預先處理出的孔或槽,給隨後焊接時產(chan) 生的鋅蒸氣提供了逸出的通道,防止其滯留在熔池內(nei) 形成缺陷。
3.2 雙光束激光焊接鋁合金
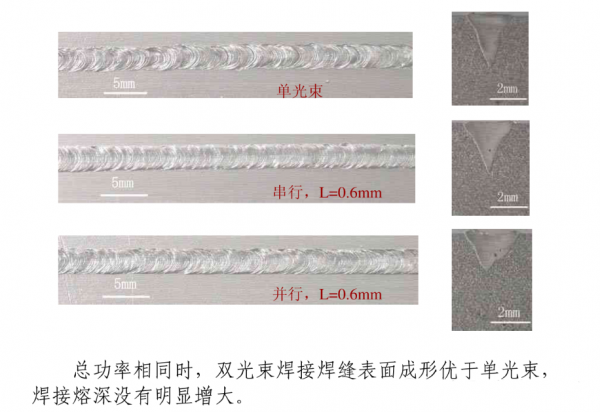
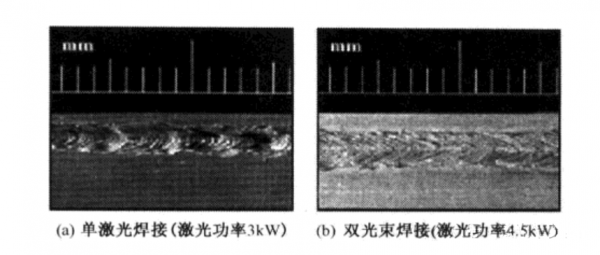
由於(yu) 鋁合金材料特殊的性能特點,采用激光焊接存在如下困難:鋁合金對激光的吸收率較低,對CO2激光束表麵初始反射率超過90%以上;鋁合金激光焊焊縫易產(chan) 生氣孔、裂紋;焊接過程合金元素燒損等。采用單激光焊接時,匙孔建立較難,且不易保持穩定。雙光束激光焊接時可以增大匙孔尺寸,使得匙孔不易閉合有利於(yu) 氣體(ti) 排出,同時可以降低冷卻速率,減少氣孔和焊接裂紋的產(chan) 生。由於(yu) 焊接過程更加穩定,飛濺量減小,所以雙光束焊接鋁合金獲得的焊縫表麵成形也明顯優(you) 於(yu) 單光束。圖6-32 所示為(wei) CO2單東(dong) 激光與(yu) 雙束激光焊接3mm 厚鋁合金對接焊縫的焊縫外觀
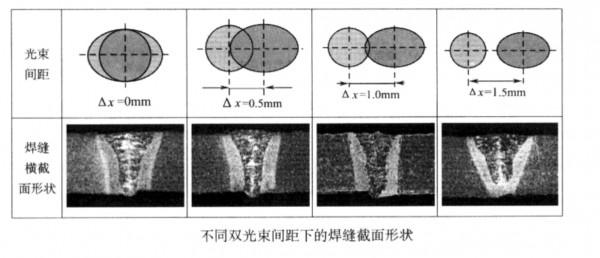
研究表明,焊接2mm厚的5000係列鋁合金時,兩(liang) 光束間距在0.6~1.0mm時,焊接過程較為(wei) 穩定,形成的匙孔開口較大,利於(yu) 焊接過程中鎂元素的蒸發、逸出。兩(liang) 束光的間距過小,類似單光束焊接過程不易穩定;間距過大,會(hui) 影響焊接熔深,如圖6-33所示。此外,兩(liang) 束光的能量配比對焊接質量也有較大影響,當間距為(wei) 0.9mm的兩(liang) 光束串行排布焊接時,適當增加前一個(ge) 光束的能量,使前後兩(liang) 個(ge) 光束的能量比大於(yu) 1:1,有利於(yu) 改善焊縫質量,增大熔化區域,在焊接速度較高時仍然可以得到光滑美觀焊縫。
![]()
3.3 雙光束焊接不等厚板
在工業(ye) 生產(chan) 中,經常需要將兩(liang) 塊或者多塊不同厚度和形狀的金屬板材焊接起來製成一塊拚接板材,特別是在汽車生產(chan) 中,拚焊板的應用越來越廣泛。通過把不同規格、表麵鍍層或性能不同的板材焊接起來,由此可提高強度、降低耗材、減小質量。拚板焊接中通常采用激光焊接不同厚度的板材,一個(ge) 主要問題就是必須將待焊板材預製成具有高精度的邊緣,並保證高精度的裝配。采用雙光束焊接不等厚板,可以適應板材間隙、對接部位、相對厚度和板件材料的不同變化,可焊接具有更大邊緣和縫隙公差的板件,提高焊接速度和焊縫質量。
雙光東(dong) 焊接不等厚板的主要工藝參數可分為(wei) 焊接參數和板材參數,如圖所示。焊接參數包括兩(liang) 束激光的功率、焊接速度、焦點位置、焊頭角度、雙光束對接頭的光束旋轉角度及焊偏量等。板材參數包括材料尺寸、性能、裁邊情況及板的間隙等。兩(liang) 束激光的功率可根據不同的焊接目的分別進行調整。焦點位置一般位於(yu) 薄板表麵可得到穩定高效的焊接工藝。焊頭角度通常選擇6左右,若兩(liang) 塊板的厚度比較大,可采用正的焊頭角度,即激光向薄板傾(qing) 斜,圖中所示;板厚度比較小時,可采用負的焊頭角度。焊偏量定義(yi) 為(wei) 激光焦點與(yu) 厚板邊緣的距離,通過調節焊偏量可以減少焊縫凹陷量,獲得好的焊縫橫截麵。
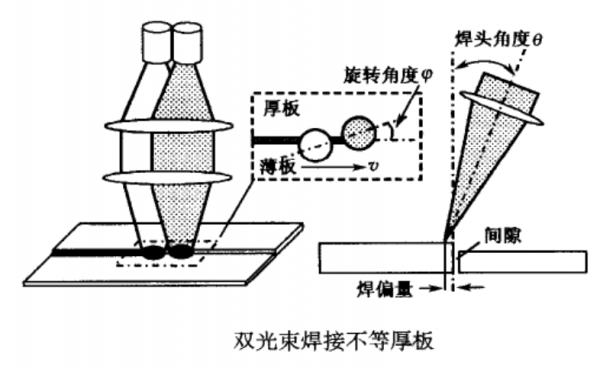
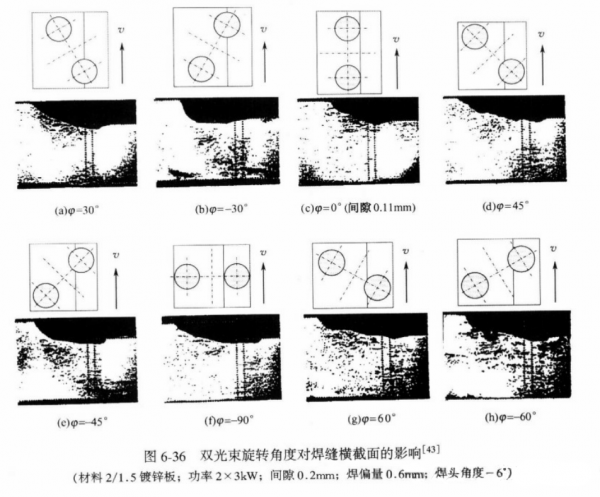
在焊接大間隙的板材時,可通過旋轉雙光束角度來增大有效光束加熱直徑獲得良好的縫隙填充能力。焊縫頂部寬度由兩(liang) 束激光的有效光束直徑決(jue) 定,即由光束旋轉角度決(jue) 定,旋轉角度越大,雙光束加熱範圍越寬,焊縫上部寬度越大。兩(liang) 束激光在焊接過程中起不同的作用,一個(ge) 主要用於(yu) 焊透接縫,而另一個(ge) 主要用於(yu) 熔化厚板材料以填充間隙。如圖6-35所示,在正的光束旋轉角度下(前束光作用於(yu) 厚板,後束光作用於(yu) 焊縫),前麵的光束入射到厚板上加熱、熔化材料,後一個(ge) 跟隨的激光束產(chan) 生穿透。前麵的第一束激光束隻能部分熔化厚板,但對焊接工藝有很大貢獻,因為(wei) 它不僅(jin) 融化了厚板側(ce) 來更好地進行縫隙填充,而且預接了接頭材料,使後麵的光束更容易焊透接頭,從(cong) 而可以提高焊接速度。負的旋轉角度的雙光束焊接中(前束光作用於(yu) 焊縫,後束光作用於(yu) 厚板),兩(liang) 束光的作用正好相反,前一個(ge) 光束熔透接頭,後一個(ge) 光束熔化厚板來填充縫隙。在這種情況下,前光束要焊透冷態的板件,焊接速度要比采用正光束旋轉角度要低。並且由於(yu) 前一個(ge) 光束的預熱作用,後一個(ge) 光束在相同功率下會(hui) 熔化更多的厚板材料。這種情況下應適當減少後一個(ge) 激光束的功率。相比而言,采用正的光束旋轉角度可適當提高焊接速度,采用負的光束旋轉角度可獲得更好的縫隙填充。圖6-36給出了不同光束旋轉角度對焊縫橫截麵的影響情況。
3.4 雙光束激光焊接大厚板
隨著激光器功率等級和光束質量的提高采用激光焊接大厚板已經成為(wei) 了現實。但是由於(yu) 大功率激光器價(jia) 格昂貴,而且大厚板焊接一般還需要填充金屬,在實際的生產(chan) 中受到了一定的限製。采用雙光束激光焊接技術不僅(jin) 可以提高激光功率,而且還可以提高有效光束加熱直徑,增加熔化填充焊絲(si) 的能力,同時能穩定激光匙孔,提高焊接穩定性,提高了焊接質量。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們