




雖然納秒脈衝(chong) 光線激光器通常被用於(yu) 激光打標,但是由於(yu) 納秒脈衝(chong) 光纖激光器的成本較低,緊湊,可靠,不需要經常維護,所以用它也非常適合用來進行蒸發切割。通過采用直接調製種子激光的MOPA(主控振蕩器的功率放大器)等設計,我們(men) 可以得到短脈衝(chong) 和相對高的峰值功率,這些技術都把激光器變成切割金屬有效的加工工具。
作為(wei) 一種連續波型切割器的替代品,脈衝(chong) 光纖激光器可以應用於(yu) 多通蒸發式切割過程中,監測裝置控製激光來回通過切割線,每次僅(jin) 切除很少的金屬,並且不需要噴嘴和輔助氣體(ti) 。這項技術提供了一個(ge) 靈活、精確和合理的解決(jue) 方案。而且這套設備基本上是一套簡單的激光標記係統。
這項切割技術可以廣泛適用於(yu) 各種材料,從(cong) 有色金屬、非有色金屬,到陶瓷、高分子材料甚至含碳複合材料,都涵蓋其中。切割速度可以很方便的改變,對於(yu) 薄金屬板,可以做到小於(yu) 10mm/min,對於(yu) 厚的材料,切割速度可以大於(yu) 1mm/min。當用於(yu) 切割比較厚的金屬時,必須采用切割線補償(chang) 或光束擺動等特殊技術來有效的擴大切口寬度。相對於(yu) 傳(chuan) 統激光切割,這些速度可能會(hui) 比較慢,但對於(yu) 很多應用來說,納秒脈衝(chong) 光纖激光器的低成本和靈活性是非常具有吸引力的。
實驗結果表明,SPI激光器的所有SM/HS/HM型號都可以實現有效切割,但是每種機器的切割特點會(hui) 略有不同,這與(yu) 材料的選擇和要求的輸出有關(guan) 。以窄切縫寬度為(wei) 例,具有高品質光束和較小光斑的SM型激光器最為(wei) 適合,而對於(yu) 較厚的材料,采用具有更高峰值功率和較大尺寸光斑的HM型效果會(hui) 更好一點。
鋁材料
純鋁和鋁合金應用相當廣泛,一些小的複雜的零件可以從(cong) 比較厚的材料中切割出來而得到。完成之後的表麵不產(chan) 生拉絲(si) 那樣的很大的影響,拋光部分同樣可以被切削的很好。最厚到2mm的零件都可以這樣切割成型,但是速度會(hui) 比較慢。
不鏽鋼
不鏽鋼是一種應用非常廣泛的材料,特別是在醫療工業(ye) 中,對切割精度的要求非常高。對於(yu) 0.5mm厚的304級材料,采用一個(ge) 簡單的掃描係統,就可以使切割速度大於(yu) 20mm/min的同時獲得很好的切割質量。但是,采用40W的#p#分頁標題#e#HM型激光器,配備固定的切割頭和同軸輔助氣體(ti) ,在200μm的不鏽鋼上的切割速度可以達到大於(yu) 1.5m/min!(圖)
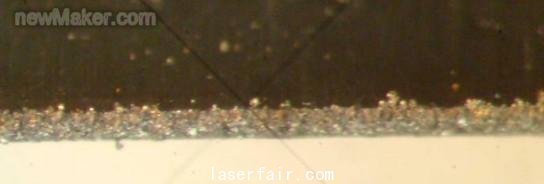
采用40W HM 加工200um厚不鏽鋼薄板
速度1.5m/min
鈦材料
薄的鈦板很容易切割,對於(yu) 工程應用,必須要注意確保邊緣氧化不會(hui) 影響切邊的質量。然而,對於(yu) 那些對技術功能要求不高的應用,比如裝飾用的珠寶,這種過程就比較理想,同時可以結合顏色標記。
高反光材料
銅,黃銅,銀和金都有著極高的反射率和電導率,因此這些材料通常被認為(wei) 非常難以切割。需要很高的功率密度來啟動切割過程,但用納秒光纖激光器很容易進行切割。
黃銅通常被認為(wei) 是一種難以采用激光切割的材料,它通常被當作切割黃金前的實驗材料,用於(yu) 測試和研究切削參數。隻要有足夠的峰值功率,相當厚甚至最高1mm的材料都可以用20W HS型激光器來完成切割,並且質量非常好,如果采用40W HM型激光器,可加工的最大厚度可達到2mm。
很多工程應用都需要切割銅,特別是電氣和電子領域,尤其是金屬薄板材料。雖然材料具有高反射率及高導電性,但是耦合入金屬的高峰值功率使得切割精度變得非常高,且無毛刺。一個(ge) 新興(xing) 的應用是PCB板上的沉澱軌跡銅切割,因為(wei) 在板上對導電軌道切割有一定要求。
比如銀和黃金等貴金屬,我們(men) 可以使用脈衝(chong) 激光進行切割,因為(wei) 這種技術可以完成非常複雜的形狀,而且材料浪費率非常低,這對珠寶商無疑是非常有吸引力的。下圖是一個(ge) 直徑為(wei) 20mm的質量優(you) 良,非常華麗(li) 的銀盤,它就是用20W HS激光器切割出來的。

0.55mm厚銀盤,使用20W激光器在13分鍾內(nei) 切割成型
總結
納秒脈衝(chong) 光纖激光器非常適合應用在蒸發切割當中,以上的例子表明,很多種金屬都可以由激光器來完成切割,這也顯示出這種激光器是多功能的。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們