




2 檢驗結果
當刀口儀(yi) 恰好切在計算出的位置時,會(hui) 出現如下現象。
(1)當刀口自右向左切割光束時(我國刀口儀(yi) 普遍自右向左切割),紅黑交界處,相應鏡麵上有高或低的頂點(與(yu) 球心在刀口的球麵波相比較),形成高帶。
(2)當光束由凸麵反射時,由於(yu) 是內(nei) 反射檢驗,刀口切割的是經透鏡會(hui) 聚後的光束,此時對於(yu) 高低點的判斷原則與(yu) 利用刀口儀(yi) 對凹麵鏡鏡型反射檢驗的判斷原則是完全相反的即鏡麵右黑左紅的交界處為(wei) 高,右紅左黑處交界處為(wei) 低。
(3)透射檢驗的陰影圖除反映光學元件
表麵加工情況外還可進一步反映玻璃的材料的內(nei) 部均勻性。
根據以上計算結果進行實際操作檢驗,使用刀口儀(yi) 的時特別值得注意的是由於(yu) 透射會(hui) 產(chan) 生色散需在刀口儀(yi) 的觀測處加一塊單色玻璃(ZEMAX中選定的計算波長應與(yu) 此單色光源波長一致),這樣可以消除色散給觀測帶來幹擾有助於(yu) 提高檢驗精度。

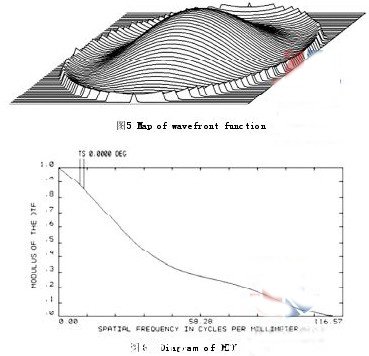
刀口儀(yi) 檢驗的像質評價(jia) 如圖 3~6 所示。
圖 4 給出了係統的波前像差,圖 5 給出了傳(chuan) 遞函數圖。
由像質評價(jia) 圖可見,利用刀口儀(yi) 對凸透鏡進行透射檢驗精度較高,光線完全可自準回來,從(cong) 而可以用刀口儀(yi) 對凸透鏡進行透射檢驗。
3 結語
對於(yu) 凸透鏡的檢驗,本文提出了刀口儀(yi) 陰影法檢驗凸透鏡的方法,陰影法檢驗凸透鏡有如下優(you) 點。
(1)所需設備簡單,不被檢驗麵口徑大小限製,可直接檢驗凸透鏡表麵及光學材料內(nei) 部均勻性。
(2)檢驗精度高,可發現小於(yu) λ /10 的波麵缺陷。
(3)檢驗時刀口儀(yi) 不需與(yu) 鏡麵接觸,所以不會(hui) 劃傷(shang) 鏡麵。這對保證鏡麵光潔度十分有利 。
( 4 ) 檢驗速度快,刀口儀(yi) 放好後,進行切割立刻發現鏡麵缺陷及所在部位。
(5)為(wei) 提高檢驗精度,可以用 CCD 接收陰影圖。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們