




疲勞、腐蝕、摩擦和磨損是機械零部件、工程構件的主要破壞形式,它們(men) 所導致的經濟損失是十分驚人[1],其引起的工程構件的失效大多發生在表麵,零件的表麵硬度影響零件的耐磨性。采用大功率激光熔覆修複技術,在零件表麵失效的部分,激光熔覆一層合金材料使得熔覆合金層的零件表麵有良好的機械性能,使因表麵失效而報廢的零件能再次使用。對於(yu) 一些外形尺寸較大、噸位重的零件,利用激光熔覆技術修複後,減少工件的報廢數量,降低備件製作成本,提高零件的使用壽命和再利用率,這對於(yu) 節省金屬材料,提高經濟效益有很重要的意義(yi) 。激光熔覆再製造技術是近年來各發達國家競相研究和應用的重點之一。它是解決(jue) 資源浪費、環境汙染和廢舊裝備翻新改造的最佳方法和有效途徑之一,是符合國家可持續發展戰略的一項綠色係統工程。
本文以鐵基合金粉末為(wei) 熔覆材料,在常用的中碳鋼(45號鋼)基材上激光熔覆高硬度鐵基合金覆層,研究工藝參數對顯微硬度及表麵硬度的影響,以提高零件的耐磨性,使之為(wei) 工業(ye) 應用奠定基礎。
我們(men) 用前期正交實驗法得到的兩(liang) 組最佳工藝參數[2],進行了後續試驗的組織分析和顯微硬度分析
2 實驗方法實驗在DL2HL2TH500型高功率橫流CO2激光器上進行,配SIMENS數控控製係統;熔覆材料為(wei) 鐵基粉末,基體(ti) 材料為(wei) 45號鋼。
試驗前將45號鋼棒料待熔覆麵用砂紙打磨(表麵粗糙度Ra=0.8um)並用丙酮清洗幹淨吹幹,采用同步送粉法進行激光熔覆實驗,實驗加工示意圖如圖1 。
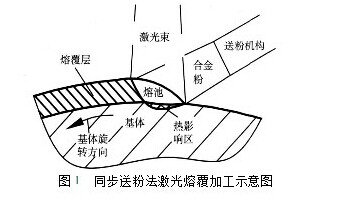
同步送粉法激光熔覆加工示意圖
試驗步驟如下:
(1 ) 將試樣用卡盤夾緊,調節激光功率、掃描速度、送粉速度,用激光器進行激光熔覆處理,處理時,用氬氣氣體(ti) 保護。
(2) 試驗結束後, 垂直掃描方向沿法向軸線剖切試樣,在鑲嵌機上製作金相式樣,經過金相打磨拋光後,經5%硝酸酒精腐蝕後,在光學顯微鏡下觀察組織形態和成分變化;用金相顯微鏡觀測熔覆層表麵狀況,熔覆層與(yu) 基材結合處及基材熱影響區的金相組織。
(3)在顯微硬度計上測量熔覆層表麵及沿徑向深度方向的硬度值。
3 實驗結果與(yu) 分析硬度測量分為(wei) 表麵硬度測量和熔覆層的顯微硬度測量,表麵硬度的測量使用HR1502A型洛氏硬度計,顯微硬度的測量使用HX2200型顯微硬度計。
從(cong) 測量的硬度變化可以看出。在速度較低時,當掃描速度一定時,隨著激光功率的增加,表麵硬度有所下降。但是當掃描速度加快時,隨著激光功率的增加,熔覆層表麵硬度又越來越高。當功率一定時,掃描速度越快,硬度越高。到一定的速度又有所下降,硬度變化規律用曲線表示如圖2 :
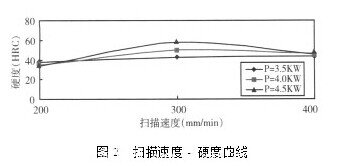
總之,熔覆層的表麵硬度與(yu) 激光功率與(yu) 掃描速度有很大關(guan) 係,激光功率越高,掃描速度越快,則得到的熔覆層表麵硬度越高。熔覆層的表麵硬度與(yu) 熔覆的層數沒有多大關(guan) 係。選擇前期實驗所得熔覆層表麵最好的兩(liang) 組參數進行試驗,做顯微硬度分析。
以下曲線上的垂直線表示熔覆層和基體(ti) 的結合麵
(1)Fe35鐵基合金粉末在45號鋼調質態棒料上激光熔覆實驗式樣的顯微硬度圖
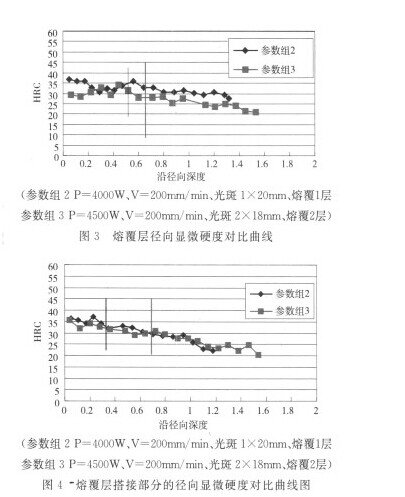
從(cong) 圖3和圖4中看出,以兩(liang) 組參數加工的熔覆層的硬度相差不大,基體(ti) 熱影響區的硬度有所差別 ,
但相差也不大;以參數組2加工的熔覆層下的基體(ti) 熱影響區的硬度要略高於(yu) 以參數組3加工的熔覆層下的基體(ti) 熱影響區硬度。這是因為(wei) 以參數組3加工的熔覆層是由兩(liang) 層疊加而成,在第二層熔覆層成形時,產(chan) 生的熱將對前一層覆層的熱影響區有回火作用,所以以參數組3激光熔覆的結果在熔覆層搭接部位或覆層下基體(ti) 熱影響區的硬度要低於(yu) 以參數組2激光熔覆的硬度;兩(liang) 個(ge) 參數組的熔覆層與(yu) 基體(ti) 熱影響區的硬度過渡平滑,有利於(yu) 抑製裂紋的產(chan) 生。
(2)Fe30鐵基合金粉末在45號鋼調質態棒料上激光熔覆實驗式樣的顯微硬度對比圖 :
(3)Fe35鐵基合金粉末在45號鋼鍛態棒料上實驗式樣的顯微硬度對比圖:
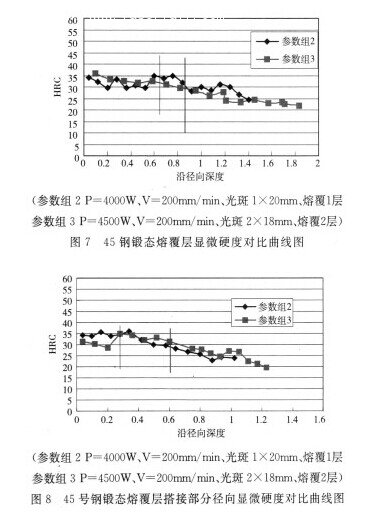
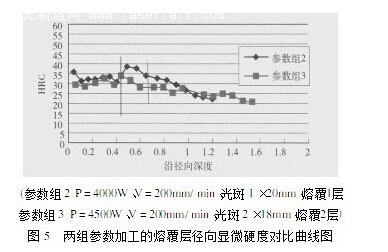
從(cong) 圖5和圖6、圖7和圖8中看出,同樣以兩(liang) 個(ge) 參數組加工後的熔覆層的硬度相差不大,基體(ti) 熱影響區的硬度有所差別,其結果與(yu) 圖3和圖4一致。
以參數組3加工的熔覆層和搭接部位的覆層是多覆層疊加起來的,在單層未預熱激光熔覆時,熔覆層的組織很細小;搭接熔覆、多層熔覆的第二道或第二層熔覆由於(yu) 熔覆過程連續進行,前道(層)熔覆層溫度較高,即開始第二道(層)搭接熔覆,故搭接區的組織粗化。多層熔覆的層間搭接的重熔區位於(yu) 熔池的底部,由於(yu) 剛形成的熔覆層溫度很高,近表麵溫度較低,相當於(yu) 對熔池有激冷的作用。熔池底部的液態金屬處於(yu) 過冷,在熔池底部形成的晶核,通過周圍液體(ti) 傳(chuan) 熱,晶核向液體(ti) 中繼續長大便形成等軸晶。由於(yu) 層間溫度較高,結晶速度較慢,故形成的等軸晶組織較粗大[3]。由多層熔覆的熔覆層組織分布可以看出,硬度峰值出現在各層的近表層的細晶區;而最低硬度則出現在兩(liang) 層之間重熔區的粗晶區。
4 結論應用Fe35鐵基合金粉末和Fe30鐵基合金粉末在45號鋼上進行激光熔覆,熔覆層與(yu) 基體(ti) 硬度過度平緩,覆層與(yu) 基體(ti) 結合過程中內(nei) 部應力減少,熔覆層表麵和基體(ti) 表麵沒有裂紋;搭接部分基體(ti) 熱影響區硬度相對未搭接部分基體(ti) 熱影響區低;熔覆層的表麵硬度與(yu) 激光功率及掃描速度有很大關(guan) 係,激光功率越高,掃描速度越快,則得到的熔覆層表麵硬度越高。熔覆層的表麵硬度與(yu) 熔覆的層數沒有多大關(guan) 係。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們