




過去的幾年中,高功率二極管激光器(HPDL)已被成功地應用於(yu) 工業(ye) 生產(chan) 中。除了用做固態激光器的泵浦源以外,它們(men) 還被用於(yu) 材料加工中,例如焊接、軟釺焊和熱處理。此前,千瓦級的係統更為(wei) 重要,因為(wei) 它們(men) 可被用於(yu) 金屬薄片的焊接以及局部回火。而目前,更多的微型加工應用利用了功率為(wei) 500W的HPDL來進行加工。HPDL的光束質量高而且聚焦光斑小,這些特點讓HPDL成為(wei) 一項深具潛力的加工手段。
二極管激光器可被用於(yu) 直接加工中,或者以光纖耦合係統的形式應用到加工中。用於(yu) 直接加工的激光光斑為(wei) 矩形焦斑,而光纖耦合係統中常見的是軸向對稱的光束(如圖1)。對於(yu) 功率在150W範圍內(nei) 的激光器來說,人們(men) 更多地使用被動製冷的光纖耦合激光係統。在半導體(ti) 中產(chan) 生的熱量經過一個(ge) 大型銅製散熱片進行散熱。對於(yu) 散熱片的冷卻來說,可以使用電熱元件,或者工業(ye) 水冷係統。

被動式製冷的二極管激光器優(you) 勢在於(yu) 它的設計簡潔,而且所需的維護量很少。水冷二極管激光器需要使用的製冷劑,在被動式製冷的二極管激光器就不需要使用。在多數情況下,因為(wei) 使用了大型散熱器,所以被動式製冷的二極管激光器無法得到直接輸出的激光,激光輻射必須通過光纖來傳(chuan) 輸,光纖直徑在400到800m。這類係統得到的焦斑直徑約在600到1200m,工作距離為(wei) 100mm。在一些特殊應用中,也可以降低激光功率得到直徑更小的光斑。由於(yu) 二極管激光器的光束質量高,因此若使用200m的光纖,在工件上可以達到約22W的激光能量。若使用焦距更短的透鏡,焦斑直徑可達120m。
在直接加工應用中,若所需的激光功率大於(yu) 150W,可以使用主動冷卻型激光器。這樣,冷卻水的質量就變得非常重要。所有相關(guan) 的參數都必須通過集成探測器的檢測,以確保係統的正常運轉。
應用和機遇
除了二極管的技術設計外,實際的應用場合決(jue) 定了焦斑的大小和幾何形狀。線狀焦斑比圓形焦斑更適合進行熱處理。而矩形焦斑隻有在對其參數進行嚴(yan) 格限製的情況下,才可以被用於(yu) 輪廓加工。二極管激光器設計簡潔,其傳(chuan) 感器可以直接被集成到聚焦頭,以便進行加工控製。在生產(chan) 過程中使用高溫計和CCD攝像頭有助於(yu) 對生產(chan) 過程進行設置、控製和存檔。利用這些設備,技術人員甚至可以修複產(chan) 品缺陷,從(cong) 而令加工的質量更為(wei) 可靠。
近幾年來,人們(men) 更加重視利用激光透射來焊接聚合物塑料。與(yu) 傳(chuan) 統技術(例如熱焊接、超聲波焊接、振動焊接技術等)相比,激光焊接的優(you) 勢在於(yu) 能量傳(chuan) 輸無需直接接觸,而且其熱影響區域小。根據應用情況的不同,可以使用不同的方式來焊接,比如掩膜焊接、輪廓焊接、同步焊接或者準同步焊接。光纖耦合二極管激光器的光束質量很高,使得準同步焊接中掃描光學元件的使用成為(wei) 可能。
在聚合物塑料的焊接中,選擇合適的激光波長是很重要的。在多數情況下,吸收率是由塑料中的添加劑決(jue) 定的,比如塑料中的色素或者顏料,而不是由聚合物基體(ti) 材料決(jue) 定的。聚合物生產(chan) 商提供了各種各樣不同顏色的塑料,用於(yu) 激光透射焊接。大部分添加劑對於(yu) 激光的吸收範圍比較窄。而且這些吸收範圍並不能覆蓋標準的激光波長範圍(808,940和960nm)。
HPDL在工業(ye) 中的應用首先是對金屬的熱處理。應用實例包括導向杆的硬化處理、扭轉彈簧的熱處理;在這兩(liang) 項應用中,激光能量輸入的局域化和可控性是巨大的優(you) 勢。目前的HPDL技術已經能夠加工外形很小的物體(ti) ,而且準確性高,這就開拓了更有價(jia) 值的應用前景。
對於(yu) 標簽生產(chan) ,具有微米級刀口的衝(chong) 壓工具已經被集成到印刷機上。這些刀口必須進行硬化處理,而且在處理的過程中,必須避免刀口背麵的材料也被加熱。因此,為(wei) 了實現刀口上的均一硬化,集成了高溫計的HPDL被用來進行加工。該激光係統在一個(ge) 閉合的回路上加熱,以保持刀口上的溫度不變(如圖2)。
直徑100~600m的鎢絲(si) 在放進燈泡裏以前必須先被重新整形。然而,鎢絲(si) 是易碎金屬,在整形過程中需要回火,當鎢絲(si) 被加熱的時候,它必須被蓋上一層保護氣體(ti) 。使用HPDL,人們(men) 可以通過閉環過程把鎢絲(si) 加熱至回火溫度,而且不會(hui) 壞成形切刀。
激光低溫焊接是一項選擇性焊接技術,它被用來加工電子產(chan) 品中需要低溫焊接的節點、傳(chuan) 感器和開關(guan) 。該技術的優(you) 勢包括無接觸式加熱、合適的熱量、高度確定的能量輸入和易於(yu) 操作。激光低溫焊接被用於(yu) 需要避免熱影響的區域或者對加熱很敏感的元件。這類的實例包括軟質印刷電路(FPC,如圖 3)。在汽車和電子工業(ye) 中,軟質印刷電路的應用日益廣泛。過熱將導致聚合物內(nei) 部分層,從(cong) 而破壞了零件。
能量輸入的局域化使技術人員能夠以低溫焊接小型元件,比如與(yu) 細銅線相連的微型半導體(ti) 。銅線的直徑為(wei) 75m。半導體(ti) 上的襯墊有金鍍層,大小為(wei) 400×800m。由於(yu) 加工過程非常精細,技術人員無法在材料上放上固體(ti) 焊料或者焊泥,所以這裏使用了直徑為(wei) 300m的焊線。激光的焦點必須準確地定位到襯墊上,因為(wei) 它周圍的塑料基底很容易吸收激光。對於(yu) 接點的目測檢查沒有發現任何缺陷,X射線檢查沒有發現任何小孔和缺口。
前景和展望
在過去幾年中,二極管激光係統的開發商努力創造輸出功率和光束質量的新紀錄。隨著工業(ye) 應用中激光係統的數量日益增加,其他的參數也變得更加重要。目前開發商們(men) 關(guan) 注的新焦點在於(yu) 激光可用性、可維護性,以及其工業(ye) 設計,與(yu) 此同時,成本還必須保持在低水平上。半導體(ti) 的可靠性以及組裝技術是實現這些市場需求的重要方麵。
首批的HPDL係統不帶有集成的傳(chuan) 感器,而目前幾乎所有相關(guan) 的係統參數都有相應的感應器,這些條件參數包括了冷卻參數、激光器模塊內(nei) 濕度。集成到加工端部的監控設備的數量正在不斷增加,這些監控設備包括了CCD攝像機和高溫計。可選的監控功能還有功率測量和遠程故障監控係統,這些功能不久都將變成標準配備。由於(yu) 采用了智能堆棧管理技術,具有許多二極管的激光器的可靠性得到進一步的提高,即使有單個(ge) 二極管報廢,也能保證生產(chan) 的順利進行。
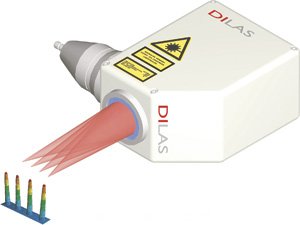
目前可用的係統覆蓋的應用範圍很廣。就算有些產(chan) 品無法找到合適的激光器,技術人員也能夠基於(yu) 標準二極管模塊來提供專(zhuan) 門的解決(jue) 方案。這方麵的例子是多焦點係統的設計,該係統能夠在同一個(ge) 加工頭上同時得到多達四個(ge) 焊接點或者焊接線(如圖4)。而且四個(ge) 焦點之間的距離和相對位置是可以進行大範圍調整的。#p#分頁標題#e#
由於(yu) HPDL的功率高達500W,因此它的應用領域相當廣泛。它們(men) 的焦斑尺寸很小,加工區域可達到幾百個(ge) 微米。塑料焊接、低溫焊接和熱處理等加工過程在汽車工業(ye) 、醫療設備和電子
產(chan) 品等行業(ye) 都有著巨大的應用潛力。此外,對操作過程和加工參數的監控大大提高了HPDL在工業(ye) 應用中的可靠性。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們