




高性能金屬零件的激光快速成形技術是結合快速原型製造技術及激光熔覆技術而發展起來的一種先進製造技術,該技術通過高功率激光熔化同步輸送的原料粉末(預合金化粉末、元素混合粉、金屬與(yu) 陶瓷的混合粉末等)或絲(si) 材,在沉積基板的配合運動下,逐點逐層堆積材料,通過不斷生長製備出零件。該技術具有以下特點:(1)突破了傳(chuan) 統去除加工方法的限製,無需零件毛坯和大型鍛造、鑄造設備及模具,可實現材料製備與(yu) 成形的一體(ti) 化,顯著縮短零件製造周期、降低製造成本、提高材料利用率;(2)在同一套係統上可進行不同材料零件的製造,具有廣泛的材料及設計適應性;(3)所沉積零件具有致密的組織和良好的綜合性能;(4)可以很方便地通過材料及工藝的調節與(yu) 控製,實現多種材料在同一零件上的集成製造,滿足零件不同部位的不同性能需要。該技術是一種新型的數字化添加材料成形技術,在航空航天等高技術領域及國防裝備建設中具有重要的發展應用前景,近年來得到研究及相關(guan) 應用部門的廣泛關(guan) 注[1-3]。本文著重介紹國內(nei) 外在上述方麵的進展情況,並分析需要解決(jue) 的關(guan) 鍵問題。
高性能金屬結構件的直接成形
美國首先於(yu) 1995年提出高性能金屬零件的激光快速成形技術,在能源部研究計劃支持下,Sandia及Los Alomos國家實驗室率先發展出稱為(wei) LENS(Laser Engineered Net Shaping)[4]及DLF(Directed Light Fabrication)[5]的技術,研究了不鏽鋼、鎳基合金、鈦合金、難熔金屬等材料的組織及性能,並采用該技術成功製造出錸及銥的噴管[6],顯示出該技術在高性能金屬零件直接成形方麵的優(you) 勢,並於(yu) 1998年由Optomec公司成功推出商業(ye) 化的LENS係統。隨後美國的Stanford University、University of Michigan、英國的University of Birmingham、University of Manchester、University of Liverpool及加拿大的National Research Council等也發展了分別稱作為(wei) SDM(Shape Deposition Manufacturing)、DMD(Direct Metal Deposition)、DLF(Direct Laser Fabrication)、DLD(Direct Laser Deposition)、LDC(Laser Direct Casting)、LC(Laser Consolidation)的技術[7-11],盡管各自的名稱不同,但原理和方法是一致的,係統所配備的激光器主要有CO2氣體(ti) 激光器、Nd:YAG固體(ti) 激光器及光纖激光器,所成形的材料包括各種不鏽鋼、鎳基合金、鈦合金等。相關(guan) 研究表明,激光快速成形的金屬零件具有致密、細小的組織,成分均勻,力學性能達到或超過鍛件水平[10-12],表1為(wei) 激光快速成形不同材料的力學性能。

由於(yu) 該技術在大型鈦合金結構件直接成形方麵的突出優(you) 勢及其在飛機等裝備研製生產(chan) 中的廣闊應用前景,高性能鈦合金結構件的激光快速成形研究一直是該領域的研究重點[3, 10-14]。美國MTS公司於(yu) 1997年成立了專(zhuan) 門從(cong) 事鈦合金飛機結構件激光快速成形技術開發應用的AeroMet公司,與(yu) Boeing、Lockheed Martin、Northrop-Grumman等飛機製造商合作,在美國空軍(jun) 、陸軍(jun) 及國防部有關(guan) 研究計劃支持下,進行激光快速成形鈦合金飛機結構件的應用關(guan) 鍵技術研究,直接成形出各種鈦合金飛機結構件,於(yu) 2000年9月完成了激光快速成形鈦合金飛機機翼結構件的地麵性能考核試驗,構件的靜強度及疲勞強度達到飛機設計要求[15],2001年AeroMet公司開始為(wei) Boeing公司F/A-18E/F艦載聯合殲擊/攻擊機小批量試製發動機艙推力拉梁、機翼轉動折疊接頭、翼梁等鈦合金次承力結構件,並於(yu) 2002年率先實現激光快速成形鈦合金次承力結構件在F/A-18等戰機上的驗證考核和裝機應用,並製定出專(zhuan) 門的技術標準(AMS 4999),圖1是AeroMet公司為(wei) Boeing公司采用激光快速成形製造的飛機整體(ti) 鈦合金隔框。但由於(yu) 所成形鈦合金結構件的疲勞性能低於(yu) 鈦合金鍛件,最終未能實現該技術在飛機主承力結構件上的應用,公司於(yu) 2005年12月關(guan) 閉。
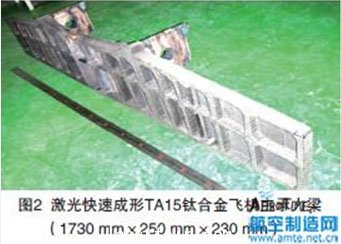
我國於(yu) 1999年開始金屬零件的激光快速成形技術研究,在國家“863”、“973”計劃、國家自然科學基金重點項目等的大力支持下,集中開展了鎳基高溫合金及多種鈦合金的成形研究,形成了多套具有工業(ye) 化示範水平的激光快速成形係統和裝備;掌握了金屬零件激光快速成形的關(guan) 鍵工藝及組織性能控製方法,所成形的TC4、TA15、TA12等鈦合金及Inconel 718合金的力學性能均達到或超過鍛件的水平[16-18],為(wei) 該技術在上述材料零件的直接製造方麵奠定了基礎;近年來,我國在飛機鈦合金大型整體(ti) 結構件的激光快速成形方麵取得了重要突破,有效解決(jue) 了激光快速成形鈦合金大型整體(ti) 結構件的變形開裂及內(nei) 部質量控製兩(liang) 大技術難題,通過對鈦合金零件凝固組織的有效控製,所成形的飛機鈦合金結構件的綜合力學性能達到或超過鈦合金模鍛件,已通過裝機評審並得到應用[3],圖2是激光快速成形製造的TA15鈦合金飛機主承力梁。盡管取得了突破性的進展,但激光快速成形技術在成形高性能金屬零件方麵仍然存在許多困難和問題。
如何保證熔化堆積材料與(yu) 基板結合界麵的組織性能,以及如何協調基板與(yu) 熔化堆積材料的不同組織與(yu) 性能,是影響激光快速成形技術優(you) 勢發揮的重要因素。激光快速成形是一個(ge) 十分複雜的非平衡短時物理冶金過程,涉及到激光作用下合金粉末的熔化、已沉積材料的表麵重熔、連續移動小熔池的非平衡凝固等過程,成形時高的溫度梯度及複雜的熱作用過程將在零件內(nei) 部形成複雜的熱應力、組織應力及外加約束力,導致零件的變形及開裂,需要進一步研究並掌握不同合金粉末在激光快速成形過程中內(nei) 應力的演化規律及有效控製方法;另外,激光快速成形過程是通過移動熔池的不斷形成及隨後的凝固來完成的,所沉積材料的凝固組織及性能與(yu) 所采用的成形工藝參數及外部環境條件有密切關(guan) 係,針對不同的合金粉末材料和零件形狀,需要在獲得優(you) 化成形工藝的基礎上,實現對成形過程各參量的智能化精確控製,以保證所成形零件較高內(nei) 部質量和組織性能的均勻一致性。
高附加值零件的高質量修複
與(yu) 目前普遍采用的氬弧堆焊、電弧釺焊、線性摩擦焊、電鍍、等離子及電子束堆焊等修複技術相比,激光快速成形技術具有修複精度高、對基體(ti) 的熱輸入和熱影響小、修複層及界麵組織性能優(you) 越、自動化程度高等優(you) 點,在航空、電力、石化、冶金、汽車等領域高附加值零件高質量修複方麵具有廣闊的應用前景[19-21]。沈陽大陸集團
成功將激光熔覆技術應用於(yu) 各類渦輪動力設備關(guan) 鍵部件的修複,取得了巨大的經濟效益。表2給出了TIG焊接與(yu) 激光熔覆在零件修複方麵的優(you) 缺點對比情況,正是由於(yu) 激光熔覆在保證零件修複質量方麵的優(you) 勢,目前正在逐漸代替TIG焊接,成為(wei) 航空發動機零件修複的重點和激光快速成形技術應用的重要方向,得到了研究及應用部門的高度重視。

英國Rolls-Royce公司最早於(yu) 1981年將激光熔覆應用於(yu) RB211發動機渦輪葉片冠部阻尼麵鈷基耐磨合金覆層的強化處理;General Electric公司針對含高γ''相體(ti) 積分數鎳基合金高壓渦輪工作葉片葉冠申請了激光熔覆修複專(zhuan) 利,通過嚴(yan) 格控製激光的熱輸入來解決(jue) 鎳基合金修複時的開裂問題,對激光熔覆修複後的鎳基合金零件進行噴丸處理可在表麵形成壓應力,提高零件的疲勞性能;歐盟針對鈦合金整體(ti) 葉片盤和單晶鎳基合金渦輪葉片等高價(jia) 值零件的激光熔覆修複專(zhuan) 門實施了AWFORS研究計劃,結果表明,激光熔覆Ti6242材料的拉伸強度和疲勞強度均高於(yu) 基體(ti) 材料,目前MTU公司的激光熔覆修複技術已獲得歐洲航空安全局的批準[21]。美國Optomec公司在航空應用技術計劃支持下,針對General Electric公司T700渦輪發動機第1、2級整體(ti) 葉片盤的早期失效問題開展了激光熔覆修複研究,采用耐磨材料修複的整體(ti) 葉片盤通過了60000 r/m的超轉試驗和5000次循環的低周疲勞試驗,修複的表麵無開裂、脫層和剝落現象,由此可認為(wei) 激光熔覆技術降低了維修費用,提高了零件的使用壽命[22]。美國陸軍(jun) 在全麵評價(jia) 激光快速成形修複技術後,已正式批準將該技術用於(yu) M1 Abrams主戰坦克發動機第4級渦輪轉子和密封篦齒、迷宮式封嚴(yan) 、第3級渦輪轉子、第2級轉子盤以及高壓和低壓壓氣機靜子等零件的修複[23]。#p#分頁標題#e#
我國針對鎳基合金葉片的接長修複開展了相關(guan) 研究,已獲得初步應用。隨著整體(ti) 葉片盤等零件在新型航空發動機中的廣泛應用,急需發展高質量的自動化修理技術。針對高附加值零件的高質量修複,需要研究解決(jue) 以下2方麵的主要問題:一方麵,由於(yu) 激光快速成形材料具有快速凝固和外延生長的組織特征,需要結合使用環境要求進行適當的組織性能調控處理,以提高零件的綜合性能和長期組織性能穩定性;另一方麵,修複過程是通過在零件受損部位熔化堆積與(yu) 零件成分一致的合金粉末來實現零件的尺寸及功能恢複的,沉積修複材料與(yu) 基體(ti) 的界麵結合及修複時對基體(ti) 的熱影響將決(jue) 定修複後零件的性能和可靠性,必須加以嚴(yan) 格控製。
新型材料和複合結構的一體(ti) 化製備
激光快速成形技術通過逐點逐層熔化堆積材料來成形零件,因而可以很方便地通過改變材料的供給和對沉積過程的有效控製,實現多種材料的有效複合,進而發展成為(wei) 集材料設計、製備、成形加工於(yu) 一體(ti) 的柔性智能製造技術。
利用激光熔池內(nei) 的原位合金化過程,可以方便地進行新型合金材料的製備。Ohio State University的研究人員在LENS係統上用元素混合粉開展了激光快速成形Ti-10%(原子數分數)Nb[24]、Ni-25%(原子數分數)Mo[25]的研究,由於(yu) Ni與(yu) Mo之間負的混合焓及沉積時高的凝固速率,促進了Ni與(yu) Mo的均勻混合和過飽和固溶體(ti) 的形成,而Ti-Nb係合金具有正的混合焓,導致沉積時存在未熔的富Nb顆粒及成分的不均勻。最近,在美國國家航空航天局及國防部支持下,為(wei) 發展新一代高性能渦輪葉片及其高效製備技術,開展了采用元素混合粉末進行铌-矽化物基複合材料的激光快速成形研究,所沉積材料由Ti(Nb)5Si3、(Nb,Ti)3Si及(Nb,Ti)固溶體(ti) 基體(ti) 組成,組織明顯得到細化,但存在一定量未熔的Nb粉末,且Si含量高時材料容易開裂[26]。采用激光熔煉技術已研究發展出多種金屬矽化物合金並成功應用於(yu) 鈦合金表麵高溫耐磨塗層的激光熔覆製備[27]。上述研究表明,采用元素混合法進行激光快速成形時需要綜合考慮不同元素之間的混合焓、熔點以及合金化所需要的條件,同時要精確控製原料粉末的成分及均勻性,鑒於(yu) 上述要求,激光快速成形技術一般采用預合金化粉末來成形零件。
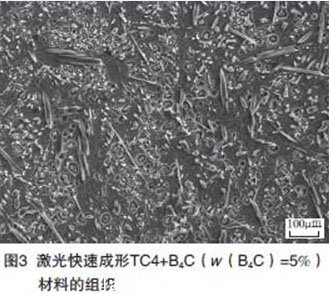
利用激光熔池內(nei) 的原位冶金反應,可以實現原位複合材料的製備與(yu) 成形。Fraser教授領導的研究組通過激光熔化沉積TC4合金粉和B粉製備了TiB增強的鈦基複合材料,TiB的尺寸十分細小、分布均勻,但未見關(guan) 於(yu) 所製備材料性能的報道[28-29]。通過激光熔化沉積TA15與(yu) B4C的混合粉,製備出不同TiB+TiC含量的原位複合材料,結果表明,增強相體(ti) 積分數約9%的複合材料表現出較好的綜合力學性能[30],當增強體(ti) 含量較高時,材料的力學性能反而變差。圖3為(wei) 激光快速成形TC4+B4C(w(B4C)=5%)所製備原位鈦基複合材料的內(nei) 部組織,材料中較為(wei) 粗大的原位析出相(TiB)嚴(yan) 重影響了複合材料性能的提高。Liu等通過將TC4基體(ti) 預熱至500℃,避免了激光快速成形Ti-48Al-2Cr-2Nb+TiC複合材料時開裂的發生[31]。為(wei) 發展具有良好性能的原位複合材料,需要合理選擇原位反應的材料體(ti) 係,加強對熔池的溫度、停留時間的控製,實現對增強體(ti) 的形態、大小及分布等的控製,同時需要解決(jue) 成形開裂的問題。
梯度複合材料及多材料複合結構是結合零件不同部位的不同性能需要而發展的由2種及以上不同材料組成的新型材料/結構,其顯著特點是材料和結構的不同部位具有不同的使用性能,為(wei) 減緩不同材料之間由於(yu) 熱物理性能的不同而產(chan) 生的應力,在2種材料之間往往采用成分連續梯度的方式進行過渡。近年來,采用激光快速成形技術發展新型的梯度複合材料和多材料複合結構正引起研究者的廣泛關(guan) 注。通過成形過程中連續改變材料組成並進行工藝調節,已成功製備出Ti→Ti+TiC、Ti64→Ti64+TiC、Ti→Ti-60%(原子數分數)Cr、316L不鏽鋼→Ni625→Ti6Al4V、GH163/Rene95、TA12/γ-TiAl等梯度複合材料及雙性能材料[8,32-34]。圖4為(wei) 采用激光快速成形技術直接製備的由多種材料組成的樣件,由於(yu) 成形時較高熱應力的存在,導致開裂的發生。因此,為(wei) 發展具有應用前景的新型梯度複合材料和多材料複合結構,需要結合零件不同部位的性能要求,通過合金材料的選擇、界麵過渡設計、成形過程凝固組織及缺陷控製,著重解決(jue) 不同材料界麵過渡區的質量和組織穩定性的控製難題。

結束語
高性能金屬零件的激光快速成形技術在研究及應用開發上已經取得了顯著進展,並顯示出良好的發展前景,但同時應該清醒認識到,激光快速成形技術在帶來材料成分、組織、性能及零件形狀等控製方麵高度柔性的同時,也對成形過程及內(nei) 部質量控製提出了很高要求,需要結合不同的應用方向,深刻認識並掌握成形過程中合金粉末的熔化過程、合金化及反應、凝固行為(wei) 、應力形成及演化、缺陷和界麵等的控製規律。(作者:北京有色金屬研究總院有色金屬加工事業(ye) 部 張永忠 石力開)
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們