




在汽車工業(ye) 、電子行業(ye) 和製造業(ye) 等許多工業(ye) 應用中,通常會(hui) 采用激光技術對厚度為(wei) 2mm以下的板材零部件進行切割,其典型應用示例如圖1所示,而且還有諸多新的應用領域在不斷湧現。在一個(ge) 典型的車間中,通常厚度為(wei) 2mm以下的板材大約占據到物料流的30%。光纖激光器在成品質量和成本控製方麵一向表現出眾(zhong) ,尤其適用於(yu) 板材切割這類應用。光纖激光器切割係統的運行成本比傳(chuan) 統的CO2激光切割係統低,而且其所能實現的切割質量也比等離子切割係統高。
與(yu) CO2激光切割係統相比,光纖激光切割係統能顯著降低運行成本,如圖2所示。基於(yu) CO2激光器的切割係統通常需要每周或每月對光束傳(chuan) 輸的部分進行維護,才能保證激光切割的性能。相比之下,光纖激光切割係統則是通過光纖把能量直接傳(chuan) 輸到切割頭,將光束傳(chuan) 輸部分的維護成本降低了約80%。此外,一套功率400W的光纖激光切割係統的成本,相比於(yu) 功率1kW的CO2激光切割係統的成本要低25%;相比於(yu) 功率3kW的CO2激光切割係統的成本要低50%。

圖1:厚度為(wei) 2mm以下板材切割的應用實例
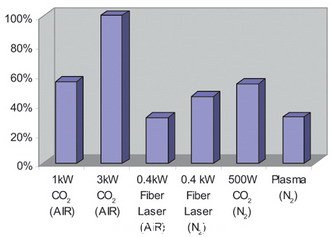
圖2:使用不用種類的激光器加工厚度為(wei) 1mm的不鏽鋼板的年運營成本對比圖
等離子切割係統由於(yu) 其內(nei) 部易損部件的消耗,在一段時間內(nei) ,其實現的產(chan) 品切割質量往往參差不齊,需要經常更換易損件。這種切割方法的另一個(ge) 缺點是:加工過程中會(hui) 產(chan) 生較大的熱影響區(HAZ),並且切縫寬度較寬,這樣就較難實現高常精細切割質量,同時也容易造成材料浪費。另一點值得注意的是,采用等離子切割的材料隻有一邊是可用的。
在使用光纖激光切割係統時,則沒有任何機械損耗,產(chan) 品的切割質量能始終保持一致。如圖3所示,利用光纖激光切割係統切割,熱影響區和切縫都比較小,工件能夠緊密地排列,能夠獲得十分精細的切割質量。
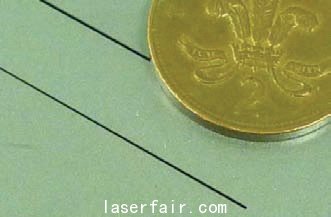
圖3:光纖激光器獲得的較窄的切縫(厚度為(wei) 1mm的不鏽鋼薄板,切割速度為(wei) 8.5m/min)。
在一個(ge) 既定的車間中,光纖激光器可以用來加工平板、三維模具組件、管材等,因此它是一個(ge) 非常靈活的工業(ye) 加工工具。此外,光纖激光器具備較低的維護率和較高的電光轉換效率,因此能幫助用戶進一步降低生產(chan) 成本。
激光切割測試
激光切割測試中使用的是redPOWER係列激光器,測試結果如圖4所示,不鏽鋼和鋁材的切邊情況如圖5所示。這些測試數據證明了該切割係統所能實現的較高的切割速度和切割質量。由於(yu) 該係統的激光聚焦光斑極小,並結合了優(you) 質的光束質量和高功率輸出,因此能獲得極好的切邊質量,幾乎沒有廢渣產(chan) 生,熱影響區域也非常小。
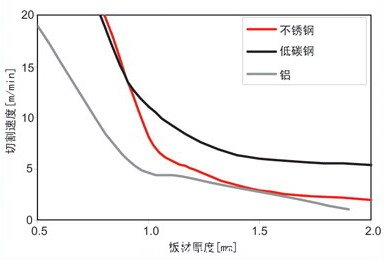
圖4:使用400W連續光纖激光器切割厚度小於(yu) 2mm的低碳鋼、不鏽鋼和鋁材的切割速度對比圖

圖5:使用redPOWER係列光纖激光器切割厚度為(wei) 2mm的金屬板材所實現的切邊效果(上圖為(wei) 鋁材,下圖為(wei) 不鏽鋼)。
排樣
光纖激光切割係統非常適於(yu) 高效的排樣組件切割,其典型的排樣切割如圖6所示。由於(yu) 光纖激光切割係統能實現較窄的切縫和較小的熱影響區,因此工件能緊密地排列在一起,甚至是連接在一起。使用排樣法時,光纖激光切割係統相比於(yu) 高精度等離子切割係統,能節省15%的板材,從(cong) 而令製造商能從(cong) 高效、節能、實用的激光加工係統中獲益。
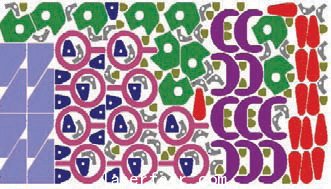
圖6:典型的緊湊型切割排樣設計(圖片由IBE軟件提供)
當需要對厚度低於(yu) 2mm的金屬板材進行切割加工時,redPOWER係列光纖激光器的表現具備顯著地優(you) 勢。對於(yu) 許多應用來說,光纖激光器都是理想的解決(jue) 方案,隨著光纖激光器技術的成熟,其將為(wei) 用戶帶來高質量的加工品質和低廉的製造成本。(作者:英國SPI激光 陸明)
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們