




商用高功率激光器的出現和不斷發展,使高功率激光焊接技術得到了深入的研究和發展。高功率激光在中厚板的焊接製造上展現出高速、單道熔透、高質量接頭、低變形等優(you) 點,得到了工業(ye) 界越來越多的關(guan) 注,未來將在船舶製造、飛機製造、鋼鐵生產(chan) 等重大設備製造、能源等工業(ye) 領域得到突破應用,促進焊接生產(chan) 效率和質量的提高。
激光應用於(yu) 焊接始於(yu) 上世紀60年代,自70年代以來,隨著激光器輸出功率的增加和光束質量的提高,具有大深寬比特點的激光深熔焊接得到了快速發展。作為(wei) 先進焊接技術,激光焊接技術近年來在工業(ye) 製造中得到越來越廣泛的應用,比如汽車製造業(ye) 、航空航天等領域。目前的應用主要集中在薄板或熔深要求較小的場合。由於(yu) 激光焊接的突出優(you) 點,對於(yu) 更厚材料的激光焊接,國外西方國家已開展了相應的研究,國內(nei) 目前開展了些零星的研究工作。
為(wei) 了能焊接更厚的材料,往往需要更高功率的激光。高功率激光焊接具有一次熔深大、深寬比大、焊接速度快、熱輸入量低、變形小等特點。高功率激光焊接更多地被應用於(yu) 中型和重型工業(ye) 的生產(chan) 製造中,如船舶、核電、鋼鐵、能源、油氣管道等。
對於(yu) 工業(ye) 製造中涉及的板材,不同工業(ye) 領域、不同材料對板厚的劃分實際上有所不同。我們(men) 在此粗略地把板厚在6~20mm之間的板材稱為(wei) 中厚板,板厚在20mm以上的則稱為(wei) 厚板。采用激光焊接的中厚板焊縫通常具有長度長、形狀規則、低變形要求等特點。
高功率激光焊接技術
1 高功率激光器及其功率
要進行高功率激光焊接自然首先需要有高功率激光。通常我們(men) 把輸出功率在1kW以上的激光稱為(wei) 高功率激光。當然,激光類型不同,其高功率的界限實際上會(hui) 有所不同。自上世紀90年代以來,激光技術有了快速發展,商用激光器的輸出功率不斷提高,從(cong) 而使高功率激光焊接得以實現。
在現有的激光器類型中,二氧化碳(CO2)激光器和固體(ti) 激光器是目前主要的2種高功率激光器。
CO2激光器為(wei) 氣體(ti) 激光器,以He:N2:CO2混合氣體(ti) 為(wei) 激光工作氣體(ti) ,通過對CO2分子的激勵而發出激光,激光波長為(wei) 10.6μm。由於(yu) 氣體(ti) 介質在諧振腔內(nei) 的分布均勻性好,所以容易獲得近衍射極限的高斯光束。CO2激光器按照結構可細分為(wei) 多種類型,其中快速軸流型、橫流型和擴散冷卻型是市場上高功率CO2激光器的三大類型。這其中又以擴散冷卻型的可達激光束質量最高,以快速軸流型的輸出功率最高(可達20kW以上)。
市場上高功率的固體(ti) 激光器主要有3類,即Nd:YAG激光、光纖激光和半導體(ti) 激光,它們(men) 輸出激光的波長均在1μm左右。半導體(ti) 激光因受限於(yu) 其工作機理而隻能獲得光束質量較差的激光,即激光的發散角大、方向性差。所以半導體(ti) 激光主要用於(yu) 堆焊(表麵熔敷)、釺焊和淺熔深焊接。Nd:YAG激光的最大輸出功率已達6kW。在其基礎上發展起來的盤片式激光器輸出功率可達8kW,電光轉換效率達20%以上。光纖激光是近幾年來得到快速發展的固體(ti) 激光器,其激光器結構獨特並且創新。光纖激光以雙包層光纖為(wei) 諧振腔,以二極管激光為(wei) 泵浦源,其多模狀態下可輸出激光功率達25kW以上的高質量光束。因結構緊湊、維護簡單、運行可靠,已表現出良好的應用勢頭,在相當多的領域正在逐步替代傳(chuan) 統的Nd:YAG激光和CO2激光器。
2 主要激光焊接技術
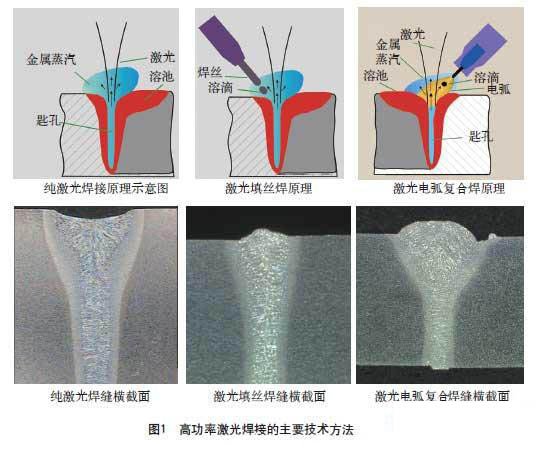
目前,常見的激光焊接技術,即純激光焊接、激光填絲(si) 焊接和激光電弧複合焊接,也是高功率激光焊接的主要焊接技術方法。
純激光焊接時因沒有填充金屬,對焊接件接頭間隙有相當高的要求,要求間隙小、避免大的錯邊,所以厚板單道激光對接焊時一般較少采用純激光焊,以避免出現過大的焊縫表麵凹陷。激光填絲(si) 焊則因填充金屬加入而使其對間隙有一定的容忍度。激光電弧複合焊,這裏一般指激光-熔化極電弧複合焊,則因為(wei) 熔化極的高效率熔化而進一步提高了間隙容忍度。同時電弧熱源的加入,使焊接過程熱循環的變化更豐(feng) 富。圖1顯示的是這3種高功率激光焊接技術的原理和典型焊接接頭橫截麵形狀。其中所給的激光電弧複合焊原理示意圖中電弧是旁軸式的,通常還會(hui) 有同軸複合方式。從(cong) 圖中焊縫橫截麵形狀上可以發現,純激光和激光填絲(si) 焊的焊縫截麵形狀是相近的,而激光電弧複合焊的焊縫橫截麵形狀結合了熔化極電弧焊和激光深熔焊的熔深特征,其上部為(wei) 熔化極電弧形成的上寬下窄的倒三角熔深,下半部為(wei) 激光束形成的窄而深的熔化區。
有研究對埋弧焊、激光填絲(si) 焊和激光電弧複合焊在焊接速度、一次可焊厚度、間隙容忍度、變形、金相和疲勞性能等方麵進行了比較。研究表明,激光電弧複合焊具有最優(you) 的綜合性能,即其焊接速度最高、接頭疲勞性能最優(you) ,一次可焊板厚大於(yu) 埋弧焊,並與(yu) 純激光焊接相同;焊接變形比埋弧焊小一個(ge) 數量級,與(yu) 激光填絲(si) 焊的接近;其間隙容忍度介於(yu) 激光填絲(si) 和埋弧焊之間。由此可以看到,激光電弧複合焊既有高的焊接生產(chan) 率又有較高的間隙容忍度,是中厚板和厚板激光焊接的優(you) 選焊接方法。
中厚板的激光焊接
中厚板在多個(ge) 工業(ye) 領域得到使用,如船舶製造、石油天然氣輸送、大型裝備製造等。中厚板的激光焊接國內(nei) 外已開展了不少工作(圖2)。
1 船用鋼
我國船舶工業(ye) 近年來的飛速發展已經引起了日韓的充分警覺,在其製訂的戰略目標中都有針對未來中國船舶工業(ye) 發展的相應對策措施。在這樣一種態勢下,我國船舶工業(ye) 事實上已開始進入與(yu) 日、韓展開戰略性對抗競爭(zheng) 的階段。雖然我國目前已是造船大國,和日韓一起位於(yu) 世界造船三甲,但我國船舶製造水平與(yu) 日韓的差距仍然很大,大致相當於(yu) 上世紀90年代初的世界水平。我國要想成為(wei) 造船強國,則必須進一步快速提高自身的船舶製造技術水平。國家已要求造船企業(ye) 通過引進消化,重點提高模塊化舾裝、焊接、切割等船舶建造關(guan) 鍵技術水平和現代化造船生產(chan) 管理技術,盡快達到現有國際先進水平。焊接技術是造船的關(guan) 鍵技術之一,一般焊接工序所耗工時約占船體(ti) 建造總工時的30%~40%,焊接成本約占船體(ti) 建造總成本的30%~50%。因此,先進的船舶高效焊接技術對提高船舶的建造效率、降低船舶建造成本、提高船舶建造質量以及提高企業(ye) 經濟效益起著很大的作用。鑒於(yu) 激光焊接的先進性和高效性,歐美國家率先開展了船舶材料的激光焊接研究並獲得了應用。近幾年我國也對此開展了相應的研究。
在船舶製造中會(hui) 涉及多種鋼材,如CCS-B、A36、AH32等低碳結構鋼,E、E36、10CrNiMnMo等低合金鋼/微合金化鋼/高強鋼以及不鏽鋼等。根據德國船級社的一個(ge) 關(guan) 於(yu) 船用板CO2激光焊接的指導文件,對於(yu) 船舶結構鋼的化學成分,即碳含量、硫磷雜質含量等提出了建議性要求,通常要求結構鋼的碳含量≤0.12%,硫磷雜質含量應分別小於(yu) 0.005%和0.01%。然而我國不少船用結構鋼的硫磷雜質含量往往相對偏高,鑒於(yu) 材料現狀,上海交通大學激光製造實驗室於(yu) 2005年起開展了多種國內(nei) 船用鋼中厚板板的激光焊接研究。#p#分頁標題#e#
利用最大輸出功率達15kW的高功率CO2激光,先采用激光填絲(si) 焊接(LWW)技術實現了8mm SUS304不鏽鋼、8mmCCS-B鋼、10mm CCS-A36鋼和12mm 10CrNiMnMo鋼的對接焊以及8mm不鏽鋼板的單邊熔透角焊。使用的激光功率基本都在8kW以上。接頭性能測試(圖3)表明,結構鋼和低合金高強鋼的接頭焊縫區因馬氏體(ti) 的出現使其硬度最大,一般為(wei) HV300以上,低合金高強鋼甚至可達HV360以上。可見焊縫強度必然明顯高於(yu) 母材。接頭的拉伸性能顯示焊接接頭與(yu) 母材是等強的,試樣的拉伸斷裂均發生在母材側(ce) 。對8mmCCS-B鋼激光填絲(si) 焊焊縫進行的室溫Charpy缺口衝(chong) 擊試驗表明,焊縫衝(chong) 擊性能不低於(yu) 母材。在通過工藝優(you) 化,適當降低焊接速度和激光功率,使焊縫金相組織得到優(you) 化,馬氏體(ti) 成分減少,焊縫硬度值降低,衝(chong) 擊韌性有所提高。

采用激光-MIG電弧複合焊接方法實現了8mm SUS304不鏽鋼、8mm CCS-B鋼、10mm CCS-A36鋼、15mm 10CrNiMnMo鋼和16mm E級鋼的對接和/或角接。焊接接頭質量良好。
2 船用鋁合金
隨著對某些船體(ti) 減重的需求,鋁合金材料在船體(ti) 中得到了應用。船用鋁合金5083H是目前在船體(ti) 製造中使用較多的一種鋁合金。將激光焊接應用在此類鋁合金材料同樣具有積極的作用。由於(yu) 鋁合金對激光有高發射率,尤其是CO2激光,所以激光焊接鋁合金時往往要求高的光斑功率密度。采取電弧輔助熱源,對激光前方的焊接區域進行預熱,可以提高材料對激光的吸收。激光與(yu) 電弧複合焊時電弧可以在激光的前麵,也可以在其後麵。為(wei) 避免入射到工件表麵的激光被反射後按原路返回到激光器諧振腔,在實際焊接時將激光束相對工件表麵法線做微小角度的偏離。試驗中采取激光在前、電弧在後的複合熱源排列方式。通過試驗研究和工藝優(you) 化,實現了6mm和10mm鋁合金5083H的單道激光電弧複合焊接,焊接速度達2m/min以上,焊縫深寬比達1以上,焊接接頭質量符合要求,接頭強度和180°彎曲性能與(yu) 母材相當或相等。
3 管線鋼
為(wei) 適應我國經濟發展的需要,石油天然氣的需求量大大增加,因此,石油天然氣輸送管線的鋪設已成為(wei) 其主要決(jue) 定因素。管線鋼的焊接成為(wei) 必然要涉及的問題。采用常規焊接方法已經能實現管線鋼的焊接。但為(wei) 了提高焊接效率和接頭質量,國外開展了管線鋼的激光焊接研究,研究激光焊接熱循環條件下接頭的組織性能變化、接頭焊接缺陷情況等。激光製造實驗室利用15kW的CO2激光功率一次焊透15mm厚的管線鋼X52和X70。焊接過程穩定,焊接速度達0.6m/min,接頭無明顯焊接缺陷,接頭焊縫處和熱影響區的衝(chong) 擊韌性與(yu) 母材相近,甚至還有超過。激光-電弧複合焊可以有更多的可能來優(you) 化工藝,其實際適應性更佳,所以管線鋼的激光複合焊方麵的研究工作將繼續進一步開展。
4 哈氏合金
在化工、鋼鐵等領域存在著具有一定溫度的較強腐蝕性環境,許多關(guan) 鍵部件或裝置需要在該環境下工作,如煤化工中的醋酸生產(chan) 中的反應容器。為(wei) 了使相應裝備具有優(you) 良的耐腐蝕性,哈氏合金(Hastelloy)得到了開發和應用。哈氏合金是一種鎳基合金,鉻、鉬等為(wei) 主要合金元素。在汽車鍍鋅鋼板生產(chan) 中的鍍鋅過程需要導電輥,導電輥與(yu) 一定溫度的鋅液接觸並構成電極。為(wei) 此要求導電輥外表麵具有優(you) 異的耐腐蝕性能和高溫穩定性。由此哈氏合金C22被應用到了導電輥的外套製造上。
作為(wei) 鎳基合金,哈氏合金具有和不鏽鋼類似的焊接性。鎢極氬弧焊、手弧焊、等離子焊、電子束焊、激光焊等焊接方法均可采用。哈氏合金具有低熱傳(chuan) 導係數、高線性膨脹係數和熔池液態金屬的高粘度等特點,焊接過程中需避免高熱輸入量。
采用激光焊接具有熱輸入量小、熔池流動能力強、熔深大等優(you) 點。通過采用合理的激光功率和線能量,成功實現了10mm厚的哈氏合金C22純激光單道焊接。接頭成形良好,無宏觀氣孔、裂紋等缺陷。經過固溶處理,焊接接頭區域具有優(you) 良的耐腐蝕性能。國內(nei) 自主研製的哈氏合金筒已應用到導電輥上並在實際鍍鋅鋼板的生產(chan) 中得到了考核,耐腐蝕性能優(you) 於(yu) 進口部件。
5 國外研發情況
歐美國家和日本在上世紀末、本世紀初進行了中厚板的激光焊接技術研究,利用高功率CO2激光和Nd:YAG激光也成功實現了20mm以下中厚度板的激光單道熔透焊接。
德國的FraunhoferILT研究所利用10kW CO2激光和熔化極氣保護焊(MAG)的複合焊接了12mm厚的EH36船用鋼板、12mm厚的不鏽鋼;通過將激光輸出功率提高到15kW焊接了15mm厚的低碳鋼,焊接速度達到1.2m/min。
法國的InstitutdeSoudure研究所采用17kW純CO2激光,以1.6m/min焊接速度成功焊接了15mm厚的鈦合金TA6V,采用15kWCO2激光功率、2.6m/min焊接速度和填充焊絲(si) 焊接了6mm厚的5086鋁合金。另外也在12mm厚的C-Mn鋼板和15mm的管線鋼上獲得了良好的對接焊接頭。
日本的三菱重工TakasagoR & DCenter利用高功率Nd:YAG激光開展了相應中厚板的焊接。當采用4.8kW激光輸出功率時SUS304不鏽鋼的焊接熔深已達到8mm以上。他們(men) 最終采用脈衝(chong) 形式平均7.6kW的YAG激光功率和0.2m/min的焊速一次焊透了20mm的SUS304不鏽鋼。
德國的IMG公司利用美國IPG公司生產(chan) 的10kW光纖激光器,成功地將光纖激光應用到了中厚度鋼板的拚板焊接。他們(men) 采用激光複合焊工藝,分別采用7.8kW和10kW的激光功率焊接了6mm和10mm的船用鋼板,焊接速度分別達到3.2m/min和1.5m/min。
結束語
利用高功率激光單道焊接中厚板材料在許多工業(ye) 領域中有良好的應用前景並得到了成功應用。通過激光功率和焊接速度的優(you) 化、激光和其他熱源如電弧的複合等,使多種材料如低碳鋼、低合金高強鋼、鋁合金、鈦合金、鎳基合金等的中厚度板成功實現了激光單道熔透焊接,焊接厚度達20mm。CO2激光和YAG激光是目前最為(wei) 廣泛使用的激光類型,但近年來發展起來的光纖激光已展現出優(you) 異的性能並逐步得到關(guan) 注和應用。對於(yu) 中紅外波段的CO2激光,其高功率激光焊接時所采用的激光功率一般在8kW以上。對於(yu) 近紅外波段的YAG激光或光纖激光,其高功率激光焊接時所采用的激光功率一般在4kW以上。研究和應用結果表明,采用高功率激光焊接技術可實現高速、極小焊後變形的中厚板焊接,焊接接頭質量良好,某些鋼種的激光焊縫和熱影響區表現出遠優(you) 於(yu) 常規焊接的衝(chong) 擊韌性,為(wei) 激光焊接在重大裝備製造中的應用提供了有力的支撐。隨著高功率激光焊接的優(you) 越性逐漸得到業(ye) 內(nei) 的認可,高功率激光焊接工藝必將在重大裝備的中厚板焊接甚至厚板焊接中得到更為(wei) 深入的應用。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們