




汽車設計領域已經越來越多地使用到多材質結合物,例如鋼、輕量化金屬和塑料的結合,從(cong) 而減輕汽車重量,並提升車輛性能。其中,纖維增強塑料(FRP)尤其起到了重要作用。FRP的優(you) 勢是耐老化和耐腐蝕,同時兼具輕量化和高強度、硬度可根據類型及受力方向進行選擇。多材質結合物的生產(chan) 需要通過連接技術,而優(you) 質的多材質結合物必然要求連接技術能夠實現穩定牢固的連接不同材質。多材質連接的實例在汽車內(nei) 飾製造領域更為(wei) 常見,高端熱硬化FRP元件得到頻繁使用,FRP往往與(yu) 低成本熱塑性塑料元件相結合,從(cong) 而節約生產(chan) 成本。在機械工程領域,熱塑性塑料結合於(yu) CFRP元件,作為(wei) 其防磨損表層。在醫療技術領域,結構更強的透X射線FRP與(yu) 熱塑性塑料元件相結合,用來製造醫療中使用的植入體(ti) 。
通過選擇恰當的連接技術,材質的特性,例如可熔性、熔融溫度範圍和化學性能,便可發揮其重要作用。熱固性樹脂因其大分子的交叉耦合結構,而不具可熔性,因此隻有FRP與(yu) 熱塑性塑料才能夠焊接在一起。熱塑性塑料和金屬的熔點溫度差異較大,這也會(hui) 阻止其產(chan) 生緊密結合。目前,多材質連接往往通過焊接或者機械連接(例如,鉚接)來實現。然而,當前的這方麵工藝存在缺陷性,例如,需要清潔的長時間加工、使用黏合劑及額外等待,或者連接元件所增加的額外重量。
FRP當前可適用連接方法的欠缺,推動了德國埃朗根Bayerisches Laser zentrum有限責任公司和德國卡多爾茨堡的CrossLink Faserverbundtechnik有限責任公司研發出激光熱熔焊接(簡稱lbSkleben)。通過這種方法,不同輕量化材質能夠被穩定地互相結合在一起。加工步驟分為(wei) 兩(liang) 步,首先進行表麵的激光處理,隨後是激光焊接工序。從(cong) 下文的示例可以更貼近觀察這種連接,特別是示例中的碳纖維增強熱塑性塑料(CFRP)-熱固性基材,以及熱塑性塑料-金屬連接。
表麵激光預處理
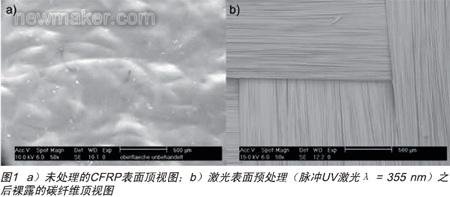
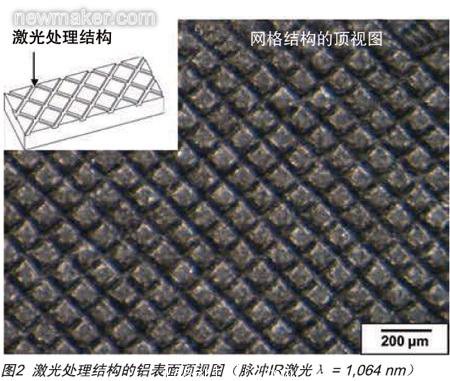
激光熱熔連接能夠實現多材質連接,是基於(yu) 連接成分的微機械聯鎖。為(wei) 了這個(ge) 目的,就需要在焊接工序之前首先進行激光表麵預處理工序。CFRP經過激光表麵處理可獲得有利的表麵結構,從(cong) 而在焊接時刻產(chan) 生微機械聯鎖的結合。在這一工序中,熱固性基材(見圖1a)熔化附著在表麵,而不會(hui) 損害內(nei) 在的強化碳纖維(見圖1b)。進行表麵處理時,適合采用的是脈衝(chong) UV激光(λ = 355 nm)以及CO2激光(λ = 10,600 nm),因為(wei) 塑料對這兩(liang) 種射線的波長具有非常高的吸收力。由於(yu) 激光束的近表麵吸收,能量幾乎完全用於(yu) 表層輪廓的消融。脈衝(chong) IR激光(λ = 1,064 nm)可用來使表麵預處理材質生成特殊的表麵結構(例如,網格結構,見圖2),其目的也是為(wei) 了在隨後的連接工序中充分實現金屬表麵和塑料熔體(ti) 的聯鎖。
激光熱熔焊接
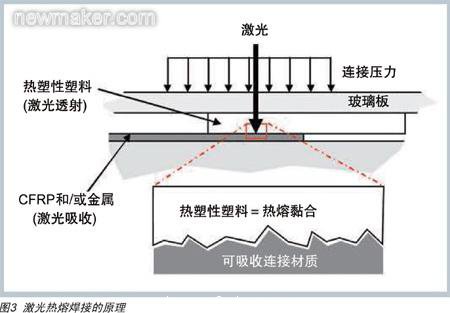
進行表麵預處理之後,便開始激光焊接工序。與(yu) 激光透射焊接的原理類似,連接材質重疊排放,並用壓力固定位置,熱塑性塑料從(cong) 而定位於(yu) 預處理CFRP之上(見圖3)。位於(yu) 上層的連接材質,是在激光(二極管激光λ = 940 nm)的波長之下可透射的,將被下層連接材質(CFRP或金屬)吸收的放射所熔化,從(cong) 而為(wei) 連接區域提供熱熔黏合。在壓力的作用之下,熱塑性塑料熔進裸露的纖維區域或激光處理結構金屬表層,並進入表層結構。一旦熱塑性塑料熔體(ti) 固化並加負荷,微機械聯鎖便可產(chan) 生在不同材質層之間。
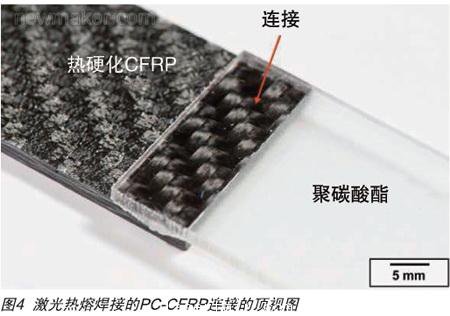
傳(chuan) 統熱熔黏合可實現的拉力強度為(wei) 10到15 MPa,激光熱熔焊接亦可實現近似強度。從(cong) 樣本示例可以看出,相比之下,激光熱熔焊接的獨特優(you) 勢在於(yu) 預處理之後無須使用額外的黏合劑,這是因為(wei) 熱塑性塑料成分本身提供了黏合作用。熱塑性塑料材質的厚度由其自身對焊接中使用激光束的滲透性所限定,大體(ti) 上呈幾百千分尺或者若幹毫米。連接強度也依賴於(yu) 作為(wei) 連接成分的熱塑性塑料特性。聚碳酸酯(PC)和CFRP之間使用激光熱熔焊接的連接,拉伸剪切強度可達到約8.5 MPa,圖4展示了該連接的頂視圖。聚酰胺(PA)通常是商業(ye) 用熱熔黏合的主要成分,也是優(you) 質的激光熱熔焊接熱塑性塑料連接成分。在激光熱熔焊接中使用非強化PA66,拉伸剪切強度可超過10 MPa。如果使用纖維強化熱塑性塑料,拉伸剪切強度高於(yu) 這個(ge) 值也是完全可實現的。
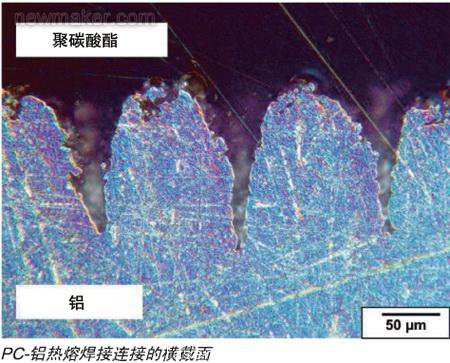
要將輕量化金屬(例如鋁)與(yu) 工程塑料(例如聚碳酸酯)連接在一起,除了使用激光,也可采用成本更低廉且使用簡易的IR射線。熱塑性塑料經多色頻IR射線預熱,在連接區域被激光熔化。采用IR射線,經過激光透射焊接,下層加熱引致上層熱塑性塑料連接成分在熔融狀態可保持更久,從(cong) 而使得火花隙閉合得更好。IR射線也有助於(yu) 降低冷卻時的連接縫隙壓力。在熱塑性塑料連接材質中增加的寬帶IR輻射吸收,也會(hui) 實現與(yu) 低溫坡度更同質的溫度區域。采用多色頻射線連接技術製造的PC-鋁連接,其拉伸剪切強度可高達18 MPa。卷首圖所展示的便是該連接的橫截麵。
結語
在高端材質生產(chan) 中,不同輕量化材質的激光熱熔焊接彰顯了傳(chuan) 統黏合連接無可比擬的巨大優(you) 勢與(yu) 潛力,特別是在汽車構造、機器工具和醫療分支領域。激光作為(wei) 放射工具,可實現無接觸、自動化且可複製性生產(chan) 加工。激光熱熔焊接可實現的強度也完全能夠與(yu) 商業(ye) 適用熱熔連接相媲美。不僅(jin) 如此,激光熱熔焊接並不需要額外的黏合係統,而後者可能在生產(chan) 和適用方麵引起問題。雖然該工藝需要額外的激光表麵預處理加工工序,但這並不會(hui) 抹殺其優(you) 勢。目前,激光熱熔焊接可用於(yu) 熱硬化FRP分別與(yu) 金屬和熱塑性塑料的基礎平麵連接,在未來,該工藝也將大膽設想用於(yu) 三維立體(ti) 連接。(end)
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們