




隨著汽車行業(ye) 的發展,電阻點焊和激光遠程焊接的應用已頗具規模。這兩(liang) 種工藝各有優(you) 劣。對於(yu) 激光遠程焊接而言,其優(you) 點是循環時間短,焊接效率高,同時具有激光焊縫的優(you) 勢;相較於(yu) 激光焊接而言,電阻點焊的主要特點在於(yu) 自帶夾具,無需額外成本。
現在,我們(men) 有了一種新型激光焊接機,這種高效快速的焊接機集兩(liang) 者的優(you) 點於(yu) 一身,安全、穩固、且自帶夾持組件,這就是來自IPG光子有限公司的激光步進線焊機(LSS1、LSS2及LSS3)。
LSS係列激光步進線焊機為(wei) 一類激光設備,可在無額外激光安全防護機製的生產(chan) 線上直接應用。由於(yu) 傳(chuan) 統的激光焊接設備總是需要配備安全房,因此導致生產(chan) 成本提高,所以相對於(yu) 傳(chuan) 統的激光焊接設備而言,這種優(you) 勢不言而喻。
如今,這種新型焊接係統已應用於(yu) 白車身及鈑金件的生產(chan) ,並顯示出無可比擬的優(you) 勢:
- 加工速度更快(循環時間更短)
- 長縫焊,因此部件強度更大、扭轉剛度更高
- 投入與(yu) 電阻焊接係統相當
- 能夠以較低的成本滿足更高的操作安全需求
激光步進線焊機的設計、部件及應用
LSS模塊可將光纖生成的激光束引導至指定位置。出於(yu) 安全考慮,激光束將由一個(ge) 小角度漏鬥形外殼進行引導。外殼必須接觸所需焊接的零部件(如圖1所示),以屏蔽激光。
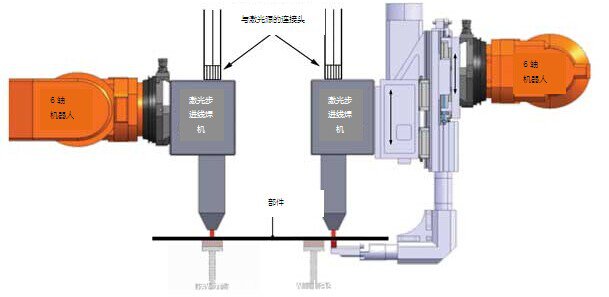
圖1:帶有夾持部件的激光步進線焊機(左側(ce) )及帶有C-槍的激光步進線焊機(右側(ce) )
該模塊可在外殼確定的範圍(標準長度=40毫米)內(nei) 進行有或無振蕩(+/-1毫米)功能的激光焊接。最簡便的應用是將模塊安裝在工業(ye) 機器人的第6軸上(負載30公斤)。機器人將模塊移動至所需的焊接位置,然後通過機器人將它放置在部件上。在部件下方的焊縫範圍內(nei) 設有一個(ge) 固定工具,用作支撐點(如圖1所示)。
在典型步進作業(ye) (30毫米焊縫、30毫米間隔、30毫米焊縫)時, LSS模塊能夠以30毫米/秒的速度,每1.3至1.5秒進行一次激光焊接(如圖2所示)。
激光點焊模塊可以配備伺服驅動模塊,這與(yu) 配備了氣動平衡(如圖1所示)的電阻焊槍相似。LSS/C-槍可通過工業(ye) 機器人(負載80公斤)移動至焊接位置,並以可編程控製力進行閉合。C型槍的下部工具可提供夾緊力。另外,由於(yu) 其恰好能夠反射激光輻射,因此又可構成一層附加防護。
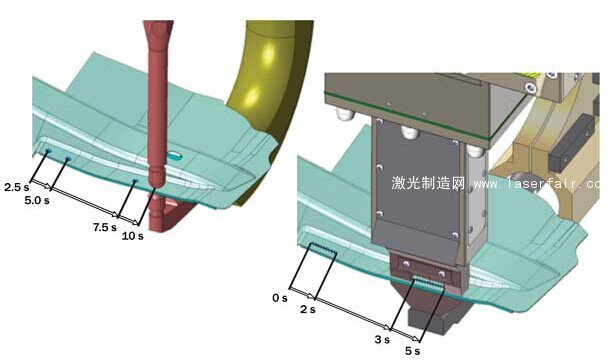
圖2:電阻點焊機VSLSS激光點焊
由於(yu) LSS激光點焊係統的夾緊力由編程控製(0.5至3kN),因此可確保精確度(間隙<0.2毫米),這也是激光焊接的必要條件。
係統的補償(chang) 模塊可補償(chang) 各部件的位置和幾何結構造成的誤差。係統中所使用的全部連接力(0.5至3kN)均來自於(yu) 激光焊接工具,無需機器人輔助。在典型步進作業(ye) 時,每1.7至2秒就可進行一次縫焊。
激光點焊的典型應用就是白車身生產(chan) 線中鈑金件的組裝(如圖3所示)。直到現在,白車身中仍有大量電阻焊接產(chan) 生的焊點。新型焊接係統可用一條長約30毫米的焊縫可取代兩(liang) 個(ge) 焊點(典型距離為(wei) 30毫米)。
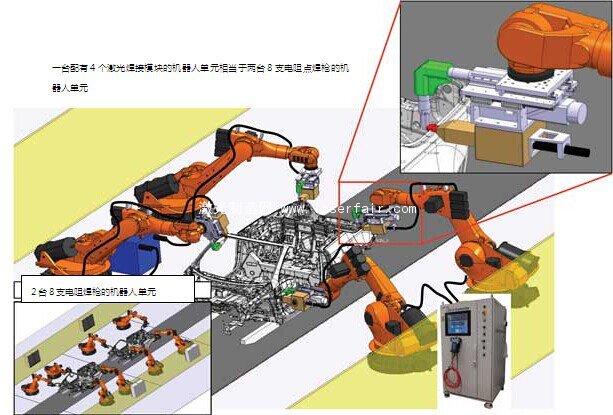
圖3: 當電阻點焊機需要兩(liang) 個(ge) 機器人單元時,配有光纖激光器的LSS隻需要一個(ge) 機器人單元,就可以完成相同的工作。
通常30個(ge) 電阻點焊的循環時間約為(wei) 75秒,如果在相同的生產(chan) 環境下,用激光線焊機取代電阻點焊機,則僅(jin) 需要15條焊縫,循環時間縮減為(wei) 37秒。此外,相較於(yu) 電阻點焊機而言,該係統還有一個(ge) 優(you) 勢就是占地麵積小,所需投資也更少。
光纖激光線焊機在規模生產(chan) 中的應用
早在2010年首款LSS產(chan) 品問世時,IPG就已在全自動化車身生產(chan) 線上成功完成了長期(超過18個(ge) 月)測評。
2012年,某新車型的規模化生產(chan) 線落成。全球範圍內(nei) 各生產(chan) 線上均采用了LSS激光焊接係統,用於(yu) 鈑金件在指定位置的焊接。

圖4:光纖激光線焊機在車門三角車窗的生產(chan) 中進行測試
從(cong) 2012年8月投產(chan) 至2013年10月,逾20台激光步進線焊機通過自動化生產(chan) 線參與(yu) 生產(chan) 了550.000台白車身。該係統在每班生產(chan) 1000台車的生產(chan) 線上每天連續三班生產(chan) 。圖4及圖5表示車身及車門等不同焊接區域。
當LSS開始應用於(yu) 汽車行業(ye) 後,IPG與(yu) 眾(zhong) 多不同的汽車廠商展開了密切的合作,對模塊進行持續改進,以確保其性能穩定,備受信賴。
鑒於(yu) 整個(ge) 係統(光纖激光器與(yu) LSS模塊)的高重複性,唯有長期穩定的性能,才能達到高質量的作業(ye) 效果,從(cong) 而降低車身的返修率。
在與(yu) INPRO(INPRO是一家位於(yu) 柏林的致力於(yu) 提供汽車行業(ye) 頂級生產(chan) 係統的創新公司,合作夥(huo) 伴包括戴姆勒、大眾(zhong) 、西門子、蒂森克虜伯及SABIC)的合作中,技術人員對激光點焊焊工藝與(yu) 電阻點焊工藝進行了對比。在充分考慮部件自身特點及碰撞性能的基礎上,物理和工藝優(you) 勢往往意味著更高的經濟價(jia) 值。

圖5:激光點焊機在車頂框架生產(chan) 中進行測試
技術數據表明,由新型焊接係統提供的振蕩激光焊縫的性能可達到甚至超過電阻點焊工藝的焊接性能,且所需生產(chan) 時間縮短一半。經濟效益對比結果顯示,假設800個(ge) 單元,全自動生產(chan) 線,三班滿負荷運轉,則總成本可降低6%至10%。
除汽車行業(ye) 外,該焊接係統還可用於(yu) 鋁材(如造船行業(ye) 或鐵路行業(ye) )及鋼材的焊接。
作者:IPG光子有限公司 Klaus Krastel博士
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們