




美國聯合技術公司(UTC)航空係統部門是專(zhuan) 業(ye) 設計、製造、集成、修複和翻修燃氣渦輪發動機燃油輸送零件的公司。噴氣發動機需要在高溫度下運行,才能使燃料轉化的能量最大化。因此,燃燒部件需要經受極其惡劣的環境,在高溫以及高振動和高壓力下運行。為(wei) 了能夠抵抗這種環境,燃燒部件需要高度工程化,並且使用高強度合金材料,通常情況下是鎳或鈷基合金。由於(yu) 惡劣的工作環境,燃燒部件會(hui) 受到不同程度的磨損和微動損傷(shang) 。燃油噴嘴是羅爾斯.羅伊(Rolls-Royce)501K引擎中容易受到磨損的一個(ge) 組件,該引擎被用來為(wei) 美國海軍(jun) 驅逐艦提供動力。其外部的空氣導風槽與(yu) 圓形旋流器的接口處會(hui) 受到大量的磨損 。典型的維修過程包括卸下磨損的零件、進行更換、焊接或釺焊上替換的零件、重做熱循環的無損檢測(NDT)以及重新認證。這個(ge) 過程需要幾周時間,而且價(jia) 格非常昂貴。
美國國家科學研究委員會(hui) (NRC)通過其位於(yu) 倫(lun) 敦、加拿大安大略省分部的研究已開發出一種獨特的激光熔覆/熔凝技術,可以讓複雜的網狀功能零件實現從(cong) CAD設計到直接生產(chan) 的環節,從(cong) 而減少生產(chan) 周期、材料的浪費和模具成本。
對鍛L605基材上的激光熔覆L605層在高溫下的疲勞壽命進行了評估。激光熔覆L-605層的耐滑動磨損性能,並與(yu) 鍛造L605基材進行了比較。此外還將簡要地討論三維投影技術在激光熔覆修複燃油噴嘴上的應用,這將大大減少維修的時間和成本。
實驗信息
L-605(Haynes 25)合金是鈷基合金,具有良好的抗氧化和耐腐蝕性能,以及在高溫下的高強度性質。L-605在很多噴氣發動機的零件中得到很好的應用。其中包括渦輪葉片、燃燒室、加力燃燒室部件和渦輪環。氣體(ti) 霧化L 605合金粉末的球形大小為(wei) 15到45微米,可以用於(yu) 激光熔覆修複。
在這裏,使用耦合了光纖加工頭的Lasag Nd:YAG激光器來進行L-605的激光熔覆。激光在40-100W平均功率的脈衝(chong) 模式下工作。Sulzer Metco 9MP送粉器用於(yu) 運送L605粉末通過噴嘴進入熔池,送粉速度為(wei) 5-10克/分鍾。使用五軸數控運動係統在室溫下進行激光熔覆修複,整個(ge) 加工過程是在氧含量低於(yu) 50ppm的手套箱中進行。
結果與(yu) 討論
金相檢驗
作為(wei) 熔覆層的L605的微觀結構由內(nei) 有細枝晶的柱狀晶粒組成。化學蝕刻顯示柱狀枝晶跨越了多個(ge) 沉積層(圖1a)。不同的灰度表明柱狀晶粒的不同晶體(ti) 取向。通過掃描電鏡觀察可以進一步確認不同取向的晶粒都含有定向凝固的枝晶,並且能繼續生長到鄰近的沉積層。一次枝晶臂間距(PDAS)大約為(wei) 1-2微米;二次枝晶臂間距(SDAS)大約為(wei) 0.5-1.0微米。
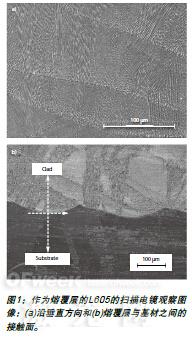
作為(wei) 熔覆層的L605和作為(wei) 基材的鍛L-605之間的接觸麵存在金屬鍵結合(圖1b)。柱狀晶粒在基材L-605中顯示出鏡像的晶體(ti) 取向。通過掃描電鏡觀察證實了作為(wei) 熔覆層的L605和作為(wei) 基材的鍛L-605之間的界麵存在金屬鍵結合。在固溶處理(1232℃/小時)後,熔覆層L605中的柱狀枝晶結構完全消失,並再結晶成非均勻的等軸晶粒。熔覆層L605中的再結晶晶粒比鍛L605基材中的要小很多。
高溫疲勞測試
高溫疲勞測試在538℃(1000℉)下進行。在相對較低的最大應力水平400MPa時,激光熔覆L605和鍛L605基材的基線標本達到200,000個(ge) 循環。在相對較高的最大應力水平450MPa時,激光熔覆L605標本的平均疲勞壽命為(wei) 16,850個(ge) 循環,這相當於(yu) (或略高於(yu) )鍛L605基材的基線標本(平均疲勞壽命為(wei) 15,600個(ge) 循環)。有趣地是,在425MPa的最大應力水平時,三個(ge) 激光熔覆L605的標本達到200,000個(ge) 循環,另一個(ge) 止步於(yu) 32,500個(ge) 循環。激光熔覆L605的標本的平均壽命大約158,000個(ge) 循環,與(yu) 鍛L605的基線標本(平均壽命約17,000個(ge) 循環)相比,激光熔覆L605的疲勞壽命顯示出極大的改善。激光熔覆L-605提高的疲勞壽命(與(yu) 鍛L-605基材相比)可能歸功於(yu) 其更精細的晶粒結構和增強的硬度。
滑動磨損試驗
在室溫下使用銷- 盤式試驗裝置(Falex ISC Tribometer)進行滑動磨損試驗。鈷2(Stellite 20合金)球在以下條件下測試:法向載荷為(wei) 150克,滑動速度為(wei) 66毫米/秒,滑動距離為(wei) 3000米。使用固溶熱處理(1232℃,1小時)和退火(732℃,100小時)處理後的鍛L605作為(wei) 基線標本來進行比較。
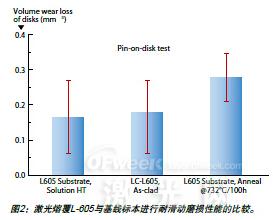
圖2顯示激光熔覆L-605和基線標本的滑動磨損試驗結果。熔覆層L-605的試樣 (為(wei) 了模擬修理過的噴嘴,不做任何熱處理)的耐磨性能可以與(yu) 固溶熱處理過的鍛L605(模擬新的燃油噴嘴)相媲美,比退火過的鍛L605(模擬長期工作過的燃油噴嘴)更為(wei) 出色。
三維投影
我們(men) 開發出一種可以修複具有複雜幾何形狀的受損燃料噴嘴零件的方法,其中包括清洗受損噴嘴的表麵、在線測量受損噴嘴的表麵(三維投影)、對個(ge) 別噴嘴自動進行數控編程、用激光熔覆技術來修複燃油噴嘴的受損區域、最後的機械加工、對修複後的噴嘴進行無損探傷(shang) 檢驗。
激光熔覆技術要求獲取破損表麵的精確的輪廓信息,這樣才能確定修複路徑。為(wei) 了確保實現精確的修複,需要測量每個(ge) 受損噴嘴的空氣帽的外部尺寸。
NRC開發了一個(ge) 以激光掃描儀(yi) 為(wei) 基礎的在線測量係統,用來測量受損的RR501K噴嘴的空氣帽表麵。該係統由一個(ge) 激光位移傳(chuan) 感器和一個(ge) 測量控製器組成,並且可以通過標準的輸入/輸出界麵集成到任何數控運動係統中,並且針對多軸在線測量應用可以比較容易地進行升級。與(yu) CAD模型(包括樣品尺寸誤差、傳(chuan) 感器誤差、測量幹擾、運動係統誤差、夾具尺寸誤差等)相比,該係統的最大絕對誤差約為(wei) 0.09mm,重複性(最大偏差)約為(wei) 0.06mm。
每個(ge) RR5 0 1K噴嘴零件通過簡單的夾具安裝在橫向定位的旋轉桌上,然後按照標準修複程序來清理表麵,並使用在線測量係統來測量其受損的空氣帽表麵。測量路徑是依據RR501K噴嘴空氣帽的形狀和位置來預先設計的。通過用戶界麵來控製測量過程,並顯示測量結果。根據在線測量結果,NRC開發的一個(ge) 軟件模塊能針對每一個(ge) 被測量的RR501K噴嘴空氣帽來自動生成其特定的修複路徑。使用500瓦的Nd:YAG激光器進行激光熔覆L-605合金可以成功修複受損的噴嘴空氣帽。
將激光熔覆修複後的RR501K噴嘴空氣帽進行表麵機械加工,並進行剖麵觀察以檢查修複質量。光學顯微鏡觀察結果表明,激光熔覆L605層與(yu) 受損的L-605噴嘴表麵的金屬鍵結合的情況非常好。高放大倍率的掃描電鏡觀察進一步證實了激光熔覆 L-605與(yu) L-605基材間形成了很好的金屬鍵結合。沒有觀察到裂縫或孔隙。激光熔覆L605層具有非常精細的枝晶微觀結構,而L-605基材具有單軸晶粒結構。
通過機械加工,激光熔覆修複的燃油噴嘴的表麵具有良好的光潔度。無損探傷(shang) 檢查(染料滲透、X射線等等)顯示在激光熔覆修複後的RR501K燃油噴嘴空氣帽上沒有檢測到缺陷。
小結
激光熔覆L605層與(yu) 鍛L605基材之間形成致密的良好的金屬鍵結合。
在538℃(1000℉)下與(yu) 鍛L-605基線標本進行比較,激光熔覆L605標本的疲勞壽命顯示出相當的性能或者極大的改善。
激光熔覆L605標本的疲勞壽命獲得提高,可能歸因於(yu) 其非常精細的微觀結構和增強的硬度。
與(yu) 鍛L-605基線標本相比,激光熔覆L605標本具有略高的硬度和相當的耐滑動磨損性能。
在用激光熔覆L-605材料來修複受損的RR501K燃油噴嘴空氣帽的過程中,使用了NRC開發的三維投影係統。
修複後的燃油噴嘴根據客戶的技術要求通過了金相檢驗和無損探傷(shang) 檢驗。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們