




1. 激光加工技術概述
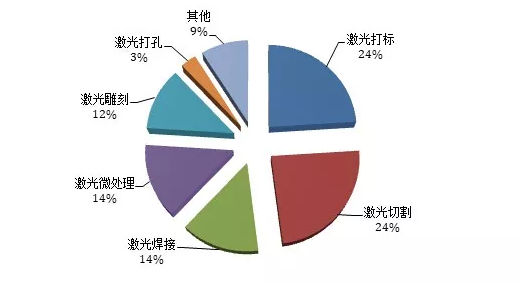
激光加工技術,即是利用“高功率,高密度,高方向性,高單色性,高相幹性”的激光束作用在待加工材料或零件上,產(chan) 生相互作用的過程。按照加工類型,一般可分為(wei) 如下幾種:
激光加工技術的優(you) 點主要總結為(wei) 如下幾個(ge) 方麵:
非接觸式加工
能量集中,熱影響區域小,待加工材料或零件的形變小
激光束易於(yu) 聚焦導向,可自動化程度高
加工穩定性好,效率高
2. 激光加工係統中激光器的分類
激光加工係統中最核心的組成部分即是激光器,可以按照激勵類型,工作波長,工作介質等多個(ge) 維度進行劃分:
1)氣體(ti) 激光器:介質是氣體(ti) 的激光器,此種激光器通過放電得到激發
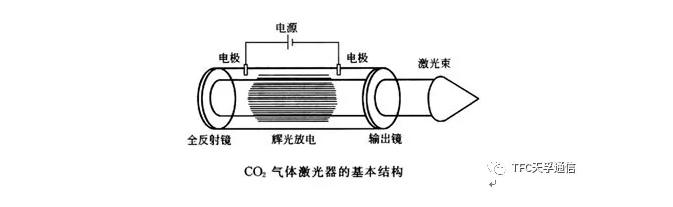
激光器簡介:CO2激光器,工作波長10600nm
工作原理:它以CO2氣體(ti) 作為(wei) 工作媒介,它的工作過程主要是將CO2氣體(ti) 和其它輔助類氣體(ti) 一同充入放電管,然後在電極上放上高壓,這時放電管將會(hui) 通過輝光放電,從(cong) 而激發氣體(ti) 產(chan) 生波長為(wei) 1064um的激光
典型應用:適用於(yu) 非金屬,玻璃(含光纖),等材料的加工
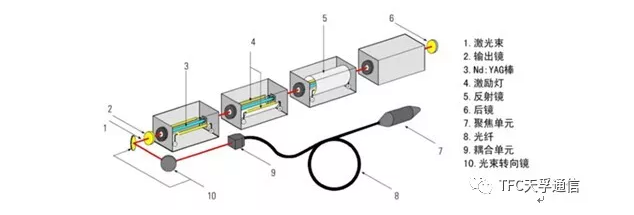
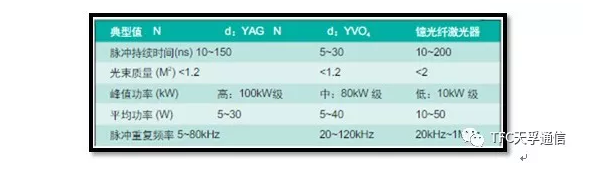
2)固體(ti) 激光器:工作介質是在作為(wei) 基質材料的晶體(ti) 或玻璃中均勻摻入少量激活離子。固體(ti) 激光器輸出峰值功率可以很高,光束質量好,性噪比高
激光器簡介:
Nd: YAG激光器:最常用的固體(ti) 激光器,工作波長一般為(wei) 1064nm
Nd: YVO4激光器: 低功率應用最廣泛的固體(ti) 激光器,工作波長一般為(wei) 1064nm,可以通過KTP,LBO非線性晶體(ti) 倍頻後產(chan) 生532nm綠光的激光器
典型應用:適用於(yu) 金屬,塑料,等材料的加工
3)光纖激光器:采用光纖作為(wei) 激光介質的激光器
激光器簡介:稀土摻雜光纖激光器
工作原理:將激光介質做成細長的光纖形狀,有效增大了表麵積,有利於(yu) 散熱問題的解決(jue)

典型應用:低功率激光打標,激光雕刻,高功率重金屬切割,激光焊接
3. 激光加工的選型及核心技術要素
1)波長:不同材料對波長的吸收能力也不同,因此我們(men) 需要根據待加工材料的類型,來選擇對應吸收能力波長的激光(器)
紅外係列(1064nmor1053nm): 金屬,塑料,聚碳酸酯,酚醛塑料,ABS,氧化/著色等材料;
綠光係列(532nmor 527nm): 高反光金屬(銅/黃銅),陶器,箔片,塑料,矽,合成物等材料;
紫外/深紫外係列(355,351,266,263nm): 玻璃,組織材料, 尼龍,聚乙烯等塑料品;
CO2係列(10600nm): 玻璃(含光纖),橡膠,皮革,紙板,PVC等材料;
2000nm波長係列:利用水分子對2um波長的激光有很強的吸收,激光對皮膚組織的穿透深度淺,因此2um波長的高功率激光非常適合應用於(yu) 微創手術
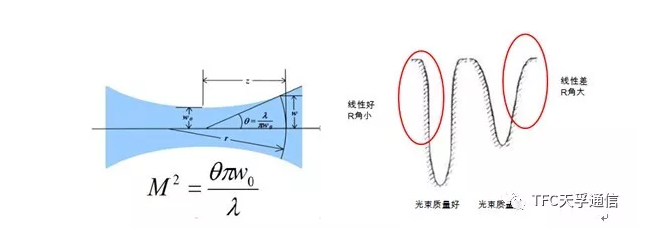
2)光束質量:激光加工是一個(ge) 熱效應的過程,激光束的能量集中在加工材料的“靶區”範圍內(nei) ,材料吸收能量,完成加工過程。而激光光束是一種非均勻高斯球麵波,因此激光光束空間能量分布形狀會(hui) 直接影響到待加工材料的焦斑總能量情況,也就是影響到加工質量
3)功率(亮度):顧名思義(yi) 就是激光輸出的能量,會(hui) 直接影響到加工的深度或強度等因素
4. 激光加工在光通信產(chan) 品(光器件)領域的應用
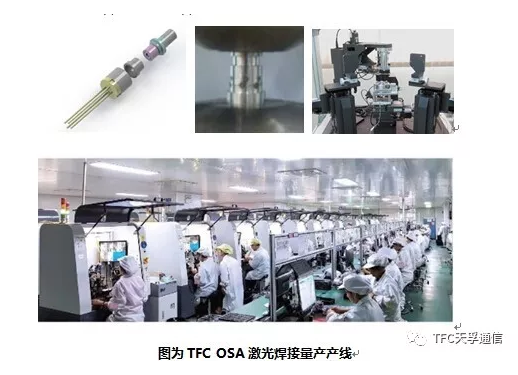
1)激光焊接:在OSA產(chan) 品中的激光焊接應用最為(wei) 典型的,也已經成為(wei) 行業(ye) 的標準流程。相比較於(yu) 粘膠和電阻焊工藝,激光焊接技術的優(you) 勢是毋庸置疑的

改性處理:獲得熔化,氣化,光化學反應(化學氣相沉積)等效果,例如利用淬火效果,可以大幅增加材質的耐磨性,抗腐蝕,抗氧化等能力
打磨:例如對材料表麵進行粗糙化處理,增加材料與(yu) 膠水之間的粘結效果
去除:激光清潔等
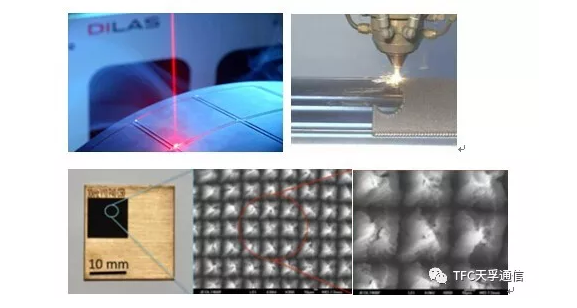
4)其他應用:包括激光打標,激光成型等
5. 激光加工技術在光通信產(chan) 品應用前景探討
光通信領域,市場對通信帶寬的需求呈幾何倍數逐年增長,隨之推動延伸出諸多新技術,這些技術從(cong) 理論化到產(chan) 品化以及最終商業(ye) 化的過程,需要配套加工技術更新換代的推動。我們(men) 不妨探究如下幾個(ge) 應用層麵:
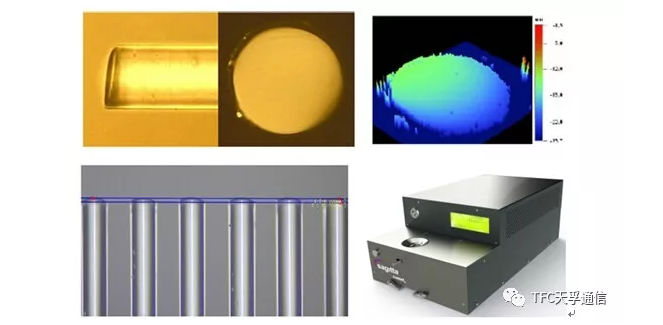
1)超短脈衝(chong) 激光器的應用
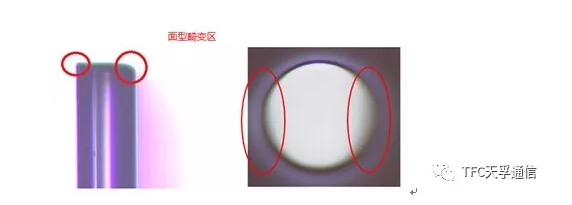
超短脈衝(chong) 激光器可以實現“激光冷加工”,如我們(men) 前麵介紹的,常規的激光加工技術都會(hui) 產(chan) 生不可避免的熱效應,引起材料變形。例如,光纖切割過程,就會(hui) 造成光纖截斷麵的形變,而超短脈衝(chong) 激光器的特點如下,這對於(yu) 我們(men) 降低加工材料的麵型畸變無疑是一個(ge) 很好的解決(jue) 途徑
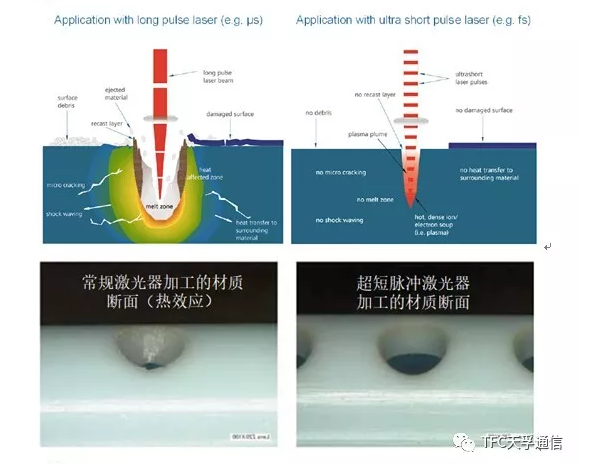
加工的“無熱影響”:脈衝(chong) 持續時間大於(yu) 10ps的傳(chuan) 統激光,與(yu) 材料作用時,熱過程將起到主要作用。脈衝(chong) 持續時間小於(yu) 10ps的超快激光,由於(yu) 脈衝(chong) 持續時間隻有皮秒、飛秒量級,遠小於(yu) 材料中受激電子通過轉移轉化等形式的能量釋放時間,能量來不及釋放該脈衝(chong) 已經結束,避免了能量的轉移,轉化以及熱量的存在和熱擴散,實現了真正意義(yi) 上的激光“冷”加工
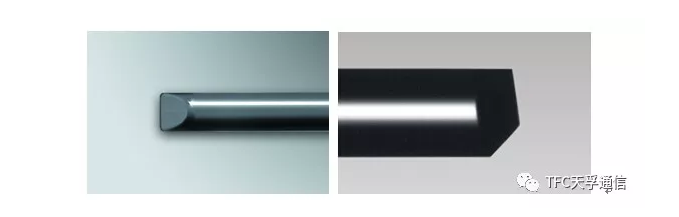
2)矽光集成耦合用特種光纖
包括楔形光纖,錐形光纖等的加工,目前仍主要以研磨工藝為(wei) 主,工藝複雜,成本高,如果能夠利用激光加工技術,解決(jue) 麵型畸變,那麽(me) 將會(hui) 有很大的適用潛力
3)透鏡光纖
目前無論在光模塊應用中,無論是塑料Lens,玻璃Lens還是矽Lens都有著大量應用。目前大多透鏡光纖仍然使用熔融拉錐和機械加工的方式,如果Lensed Fiber的加工成本能夠大幅降低,那麽(me) 在很多應用場景中,就可以降低整個(ge) 封裝器件的數量和成本。激光加工或許是一條可行路徑
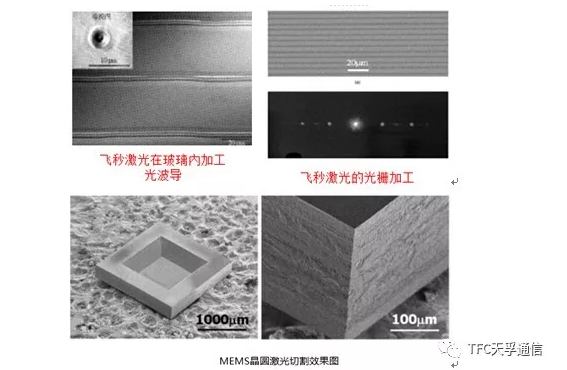
4)其他應用:包括光波導加工,光柵加工,及晶圓加工過程等
總結,相較於(yu) 包括消費電子,工業(ye) 應用等行業(ye) 在內(nei) ,光通信行業(ye) 尤其是細分到光器件行業(ye) ,無疑是一個(ge) 小眾(zhong) 領域,但光器件產(chan) 品生產(chan) 過程中又大多屬於(yu) 勞動密集型產(chan) 業(ye) 。多關(guan) 注其他領域和行業(ye) 的新技術應用,例如包括激光加工在內(nei) 的先進加工工程,這些無疑會(hui) 對光器件產(chan) 品提升質量穩定性,持續降本提供強大推動力。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們