




輕質點陣結構在承載、吸能、隔熱、隔震等領域有廣泛的應用前景,傳(chuan) 統的製備方法如衝(chong) 壓成型、熔模鑄造等對點陣結構的材料選擇、杆件尺寸和構型選擇有要求,製約了其進一步的工程應用。近年來,隨著3D打印技術的快速發展,這一高效、靈活的技術開始被越來越多的應用於(yu) 點陣結構的製備。然而,目前廣泛采用的一體(ti) 化打印的點陣結構存在各向異性和支撐材料去除的問題,前者使3D打印點陣結構的力學性能遠小於(yu) 理論值,後者則增加了後處理的時間與(yu) 成本。
近日,中國科學院力學研究所熱結構耦合力學課題組首次將嵌鎖組裝方法引入3D打印技術中來製備點陣結構,即通過將三維點陣結構“降維”,轉化為(wei) 二維杆件結構打印,再采用嵌鎖組裝方法將二維杆件拚裝成三維的點陣結構。研究人員采用該方法,針對熔融沉積成型(FDM)這一3D打印技術,製備了BCC構型點陣結構,實現了杆件結構中纖維的最優(you) 分布,相比於(yu) 一體(ti) 化打印的點陣結構強度提升了37%-65%。
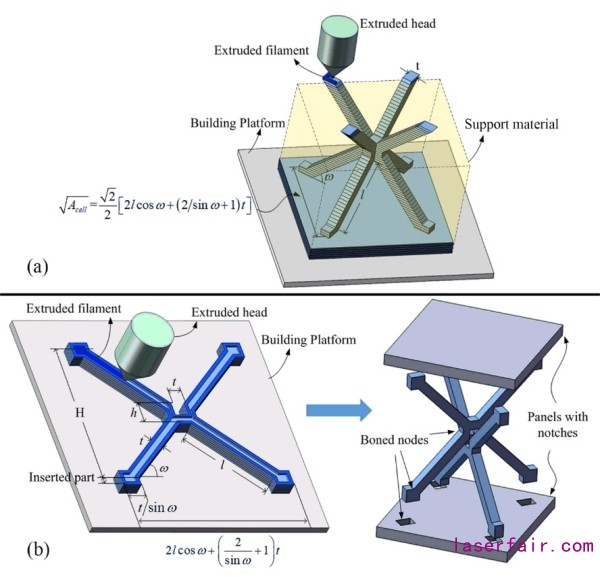
圖1.兩(liang) 種FDM點陣結構製備方法對比(a)一體(ti) 化3D打印;(b)打印+嵌鎖組裝
進一步將該方法拓展到聚合物噴射成型(PolyJet)技術中,製備了BCC、BCC-Z、FCC、Octet四類典型的點陣結構,實現了不同構型的PolyJet點陣結構中杆件的最佳打印方向(X-Y平麵)。
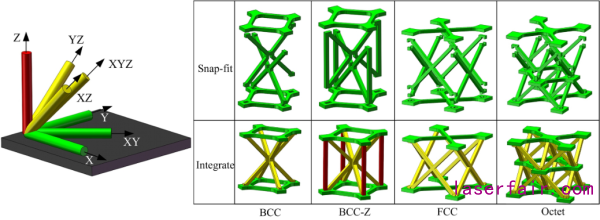
(a)嵌鎖組裝與(yu) 一體(ti) 化打印點陣結構中杆件打印方向比較,嵌鎖組裝實現了所有杆件打印方向的力學性能最優(you) (綠色),一體(ti) 化打印有部分杆件的力學性能較差是(黃色和紅色)
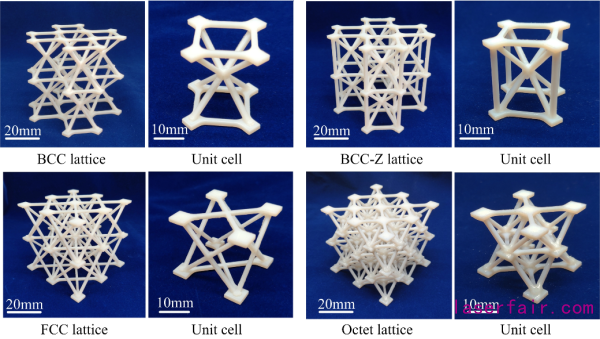
(b)嵌鎖組裝製備的PolyJet點陣結構多胞與(yu) 單胞試樣
圖2.PolyJet製備四類典型的3D點陣結構
該方法解決(jue) 了3D打印點陣結構中存在的各向異性問題,實現了點陣結構力學性能的提升,壓縮強度提升均在100%以上,比吸能提升了72%~186%。由於(yu) 打印過程無需支撐材料的輔助,打印時間和打印耗材均降低了80%以上。
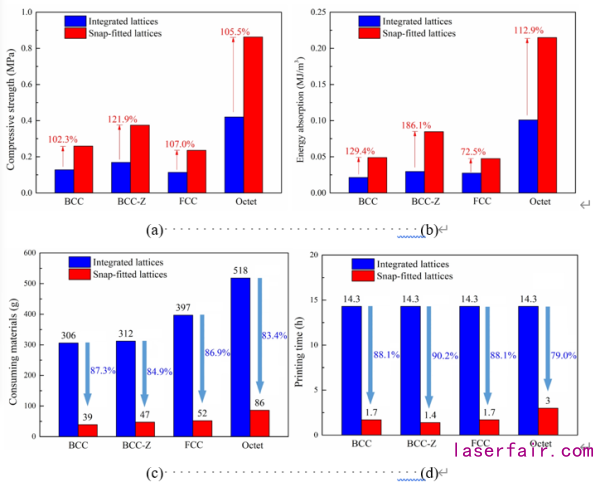
圖3.嵌鎖組裝製備的PolyJet點陣結構提升了力學性能、節約了製備成本。圖為(wei) 兩(liang) 種製備方法比較(a)壓縮強度;(b)比吸能;(c)打印耗材;(d)打印時間
研究人員建立了四類點陣構型麵外壓縮力學性能的理論模型,試驗結果表明,嵌鎖組裝點陣結構的壓縮強度與(yu) 理論壓縮強度接近。該研究工作為(wei) 高效製備力學性能優(you) 異的大尺寸3D打印點陣結構提供了可能。
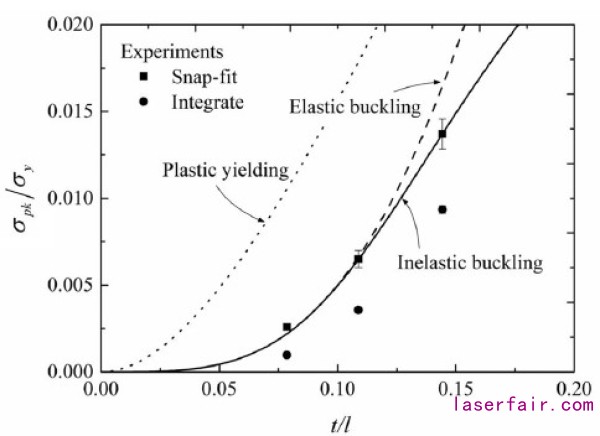
圖4.BCC-Z點陣結構理論模型與(yu) 實驗值比較
相關(guan) 研究工作分別以Improving mechanical performance of fused deposition modeling lattice structures by a snap-fitting method和Maximizing mechanical properties and minimizing support material of PolyJet fabricated 3D lattice structures為(wei) 題,發表在Materials and Design (2019)和Additive Manufacturing (2020)上, 第一作者為(wei) 力學所2017級碩士生劉文峰,通訊作者為(wei) 研究員宋宏偉(wei) 。研究工作得到國家自然科學基金等項目的支持。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們