




200 攝氏度的預熱是金屬 3D 打印的工業(ye) 標準,但這是一種妥協,雖然預熱減少了殘餘(yu) 應力,但另一方麵這使粉末回收更加困難,並需要在打印工作結束時延長冷卻時間。據南極熊了解,通快公司的新一代 TruPrint 5000 打印設備(將在 TCT Asia 展會(hui) 上展出,展位號 H60),就不再需要在較小的殘餘(yu) 應力和粉末可回收性之間作出妥協,這台機器從(cong) 一開始就為(wei) 500 度預熱設計和開發,因此即使是 H11(1.2343)和 H13(1.2344)等高碳類模具鋼等材料,它也能提供完美的工藝穩定性,並且殘留的粉末可以毫無問題地被回收。
含碳鋼的金屬 3D 打印中,殘餘(yu) 應力和變形始終是一個(ge) 問題,特別是在製造大型、大批量的部件時。特別是,當幾何的橫截麵麵積出現大的波動時,就會(hui) 出現大的溫差,從(cong) 而導致不均勻的散熱。部件中的熱誘導殘餘(yu) 應力有可能會(hui) 造成變形。在金屬 3D 打印過程中或之後,它就會(hui) 分層(鼓起後從(cong) 基板上脫離),有時甚至會(hui) 出現裂縫。
一個(ge) 有效的對策是在整個(ge) 打印過程中保持基板的頂部溫度在 500 攝氏度。一方麵,增加的預熱溫度減少了溫度差,另一方麵,打印件的屈服強度也降低了,這兩(liang) 個(ge) 因素的結合意味著,在增材製造過程中,殘餘(yu) 應力已經減少。
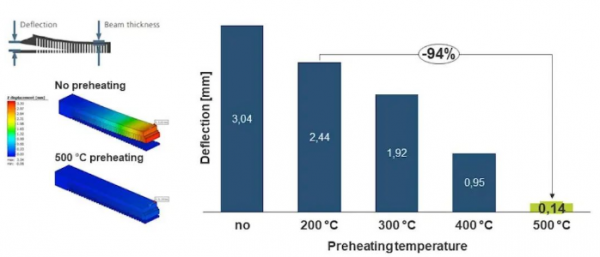
△圖1:與(yu) 200 攝氏度的行業(ye) 標準相比, 500 攝氏度的預熱可以減少約 95% 的撓度(在懸臂上測量)
通快的研究表明,金屬 3D 打印中 500 攝氏度的預熱比目前 200 攝氏度預熱的行業(ye) 標準減少了約 95% 的變形。因此,較低的熱應力提高了幾何精度,這在打印過程之前和之後都有積極的影響:在設計階段,許多以前為(wei) 防止變形、分層和開裂而必須的支撐結構和模擬步驟被取消了。這增加了零件的設計自由度,隨後也減少了後期處理的工作量,因為(wei) 需要拆除的支撐物更少。
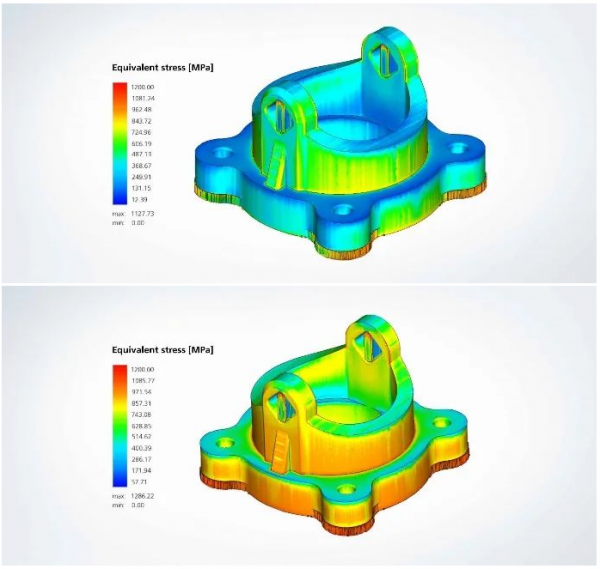
△圖2:如果一個(ge) 部件在 500 攝氏度的預熱下進行 3D 打印, Ti6AI4V 部件中的殘餘(yu) 應力就會(hui) 大大降低(上)。這為(wei) 設計開辟了全新的可能性,特別是在生產(chan) 體(ti) 積跳躍的更大規模的部件時。在 200 攝氏度時,殘餘(yu) 應力明顯增加(下)。這導致了更高的準備和後處理工作,因為(wei) 需要更多的模擬和支持設計。
500 攝氏度預熱的好處適用於(yu) 所有部件的幾何形狀。盡管零件中的熱量分布因零件的幾何形狀而異,但通快已在測試中證明,高溫加工在所有情況下都有相同的效果。
使用金屬 3D 打印技術製造工具或模具的許多優(you) 點已廣為(wei) 人知 —— 它往往是此類任務的唯一可能的工藝。特別是要集成複雜的冷卻水路時, 3D 打印具有無可比擬的優(you) 勢。但直到現在,還有一個(ge) 問題尚需解決(jue) —— 高碳鋼的 3D 打印。因為(wei) 該材料的耐磨性和可拋光性,讓工業(ye) 界對其備受喜愛。然而,如果 H11/H13 在預熱 200 攝氏度的情況下進行 3D 打印,在冷卻階段會(hui) 形成硬而脆的馬氏體(ti) ,這會(hui) 導致部件中形成裂縫,因此,這類 H11/H13 材料的 3D 打印會(hui) 讓廠家望而卻步。
現在, 500 攝氏度的預熱消除了這種限製。較高的基礎溫度減緩了冷卻過程,使其更加平穩,從(cong) 而防止了不理想的馬氏體(ti) 的形成。顯微鏡檢查顯示, 3D 打印的 H11/H13 部件的密度高達 99.99% 。它們(men) 在強度和硬度方麵也接近於(yu) 傳(chuan) 統生產(chan) 的 H11/H13 部件。在拋光性方麵也沒有區別。
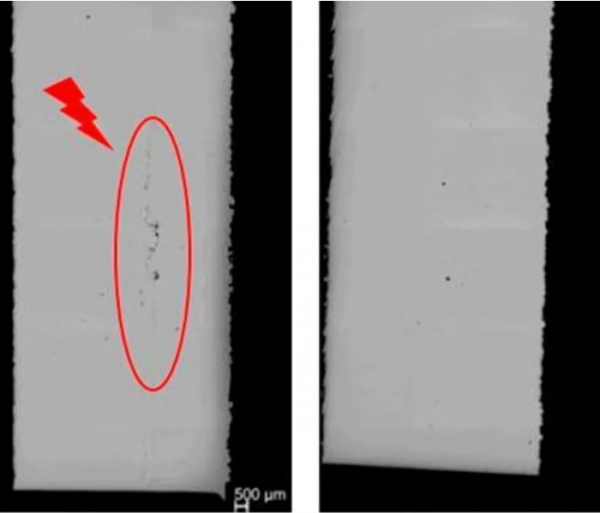
△圖3:(左)在 1.2343 和 200 攝氏度的預熱下出現裂紋;(右)在 500 攝氏度時無裂紋。在後續步驟中,剩餘(yu) 的小缺陷可以通過退火來糾正。

圖4:由注塑公司德國 Reinhard Bretthauer GmbH 在 500 攝氏度下打印的 H11 的高拋光部件。該部件無裂紋,密度超過 99.9 % 。拋光性也相應很高 —— 與(yu) 傳(chuan) 統生產(chan) 沒有明顯的區別。由於(yu) 集成了冷卻水路,在注射成型中穩定地生產(chan) 塑料部件成為(wei) 可能,而且周期時間也大大縮短。
更高的預熱也意味著更長的冷卻階段,根據 3D 打印工件的體(ti) 積不同,冷卻時間可能會(hui) 長達 20 小時。幸運的是,通快的倉(cang) 體(ti) 可更換概念可以防止這些長時間的設備停機 —— 一旦 3D 打印過程完成,成型倉(cang) 就被移到一個(ge) 單獨的冷卻站,機器可以立即裝上一個(ge) 新的成型倉(cang) (如果需要的話,還有一個(ge) 完整的供粉倉(cang) ),並不間斷地運行下一個(ge) 打印作業(ye) ,而之前的成型倉(cang) 則在外部冷卻下來。
500 攝氏度預熱的另一個(ge) 可能的缺點是粉末的可回收性較差。由於(yu) 較高的溫度會(hui) 導致更多的氧化,這可能會(hui) 降低 H11 粉末的可回收性。通快也能提供成熟有效的對策。
在生產(chan) 開始前,整個(ge) 成型倉(cang) 都被充入氬氣。這就創造了一個(ge) 殘餘(yu) 水分少,殘餘(yu) 氧氣含量非常低的係統氛圍,隻有幾 ppm。在使用 H11 的壓縮測試中,化學測試表明,即使經過幾個(ge) 打印周期,粉末的氧含量也與(yu) 新粉相同:由於(yu) 氧化程度低,粉末仍然非常自由流動,顆粒不會(hui) 相互粘連。因此,該粉末可以很容易地從(cong) 冷卻管道中移除,例如,不會(hui) 留下任何殘留物。
500 攝氏度預熱不僅(jin) 提高了金屬 3D 打印零件的質量,而且還提高了設計自由度。它還減少了後期處理,完美實現“一次就把事情做對”的高效加工。通過預熱,高碳模具鋼能被可靠地進行 3D 打印。盡管在製造工作結束時冷卻時間較長,但可更換的倉(cang) 體(ti) 設計確保了設備的高可用性,而且回收和粉末的流動性不會(hui) 因高溫處理而有明顯改變。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們