




激光加工穿孔的類型不同,縮短時間的方法也不相同。
A 在使用脈衝條件進行穿孔時,激光照射為脈衝式,此時隻有激光照射時的熔融、蒸發與停止時的冷卻搭配得好,才能獲得良好效果。如果隻偏重於提高熔融和蒸發作用,則穿孔時間又會變長。
B CW條件穿孔
CW雙穿孔時會引發一種過燒現象。CW穿孔的優點是可以縮短穿孔時間,但隨著板厚的增加,熔融範圍將會不斷擴大,從而影響加工質量。
C 根據穿孔的進展狀況來調整條件
在穿孔加工中,當激光束的照射量過大或過小時,應邊觀察加工情況,邊調節條件,直到將條件調整到最優為止。
A脈衝模式穿孔
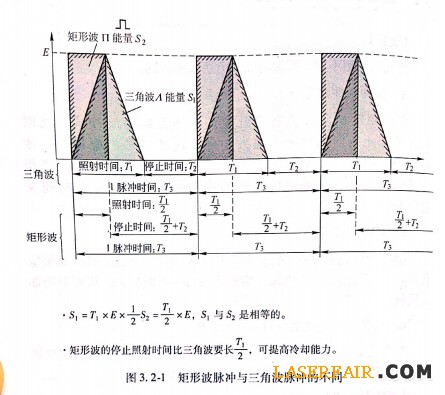
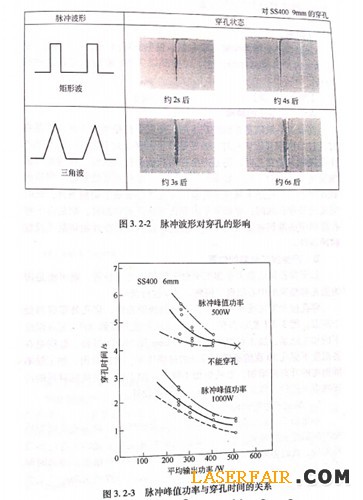
要提高熔融能力和冷卻能力,就需要在短時間內照射大量的能 量,並能同時確保照射後的冷卻時間。如圖3.2-1和圖3.2-2所 示,高峰值的矩形脈衝波形的脈衝式照射的效果最為理想。熔化所需能量以強度五與照射時間T的乘積來表示。三角波與矩形波脈衝相比,要得到同等的能量,三角波脈衝所需照射時間為矩形 波脈衝的2倍,結果就是輸入到被加工物內的熱量增加,容易引起過燒。圖3.2-3所示為在6MM厚SS400材料切割中所表現出來的 脈衝峰值功率與脈衝平均功率效果,脈衝峰值功率越高,穿孔的時間越短。
B CW模式穿孔
板厚超過12MM時,噴嘴要盡量選擇小口徑的。在重視切割麵質址的厚板切割中,則需對穿孔用噴嘴與切割用噴嘴分別進行選擇。
C根據穿孔的進展情況來調整條件
激光加工調幣條件吋,可通過傳感器觀察穿孔部分熔融狀態的輝度,當熔融範鬧冇擴大傾向時,就降低激光的強度;反之,激光加工當烙融作用下降時,就加強激光的強度,最終達到小孔徑高速穿孔的目的。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們