




激光切割的一個應用是使用CO2 激光束進行高速標簽切割。泛泛而講,這種應用被劃分在轉變型加工一類,業內一般認可的定義是,對一卷材料進行“加工”,使其變為另一種形式的工藝。其中包括切割標簽、多孔塑料、紙膜;為折疊紙盒切邊;刻劃易撕型食品袋等等。
激光加工有諸多優勢。除了可以對新設計隨時進行數字化靈活更改外,非接觸式加工帶來的產能提高也是不容忽視的重要收益,尤其是如今標簽變得越來越薄,這些工藝特點使用戶可以按照要求的深度對其進行選擇性的“吻切”。同時,激光切割加工沒有耗材(即沒有機械磨損件),工藝可重複性強(激光器不會產生鈍化問題)。因此,激光、數碼、非接觸式技術的性能優勢非常令人矚目。
標簽市場
市場分析師預計,受到新興市場以及製藥、食品/飲料容器、化妝品等終端市場的拉動,2016-2020年期間激光切割市場會出現6%的強勁複合年均增長率(CAGR)。雖然與預計增長較快的傳統機床相比,激光切割市場的增長相對較慢(小於1%),但因數碼印刷的發展和演變,預計激光切割市場會以較快的速度發展。許多公司已開始研究激光切割標簽的優勢。
來自英格蘭約克郡的AB Graphics (AB平麵國際有限公司)就是這樣的一家企業。該公司在過去將近10年內,開始從事激光標簽切割設備的製造。他們看到與傳統機床技術相比,使用配置美國新銳(Synrad)公司的CO2 激光器的激光切割設備展現出明顯的加工優勢。AB Graphics的總經理Mike Burton表示,“如今,激光切割雖然還有許多局限,但數碼印刷的發展為激光加工開啟了機遇,因為它是小批量定製產品加工的理想工具。可以通過網上接受客戶的CAD文檔設計訂單,快速地傳給數碼打印機終端,然後再進行數碼激光切割。這種端到端的數碼加工節約了換刀、換模具所需要的時間,不僅提升了加工速度,還獲得了更大的加工自由度。如果沒有激光切割機,就無法采用真正高成本效益的方法,來滿足客戶的快速換批需求。”
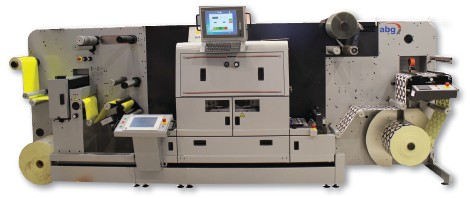
圖1:AB Graphics公司的Digilase係列的激光標簽切割機。
激光加工解決(jue) 方案提供了令人信服的價(jia) 值主張。它可以為(wei) 客戶節約數日到數周的換刀停機時間,並提供了最大的靈活性。如,最簡單的設備平板模切機床,單單是刀具加工成本就要100美元以上,新刀具的設計還需要花費數天時間。半旋轉柔性模切刀具和旋轉模切刀都麵臨(lin) 類似的問題,而且這些刀具的工裝成本還更昂貴。半旋轉模切刀具的加工成本要幾百美元,而且需要3-5天的交付時間。全旋轉模切刀具成本介於(yu) 1000-2000美元,交付時間約2周。很顯然,交付時間長、不能滿足快速設計變更對生產(chan) 能力造成很大的製約性。“激光設備現在隻占到標簽切割市場的1-2%,”Burton補充道。“這種機械式設備非常適合長時間重複加工的需要,並且成本比激光設備低4-8倍。因此,激光設備的成本並沒有體(ti) 現出優(you) 勢。然而,由惠普indigo數碼印刷機引領的數碼印刷技術革命漸漸成形並持續深化,未來幾年對於(yu) 激光加工機械的需求勢必會(hui) 不斷增長。” AB Graphic 公司主要設計並銷售由兩(liang) 個(ge) Synrad 200W CO2 激光器進行驅動的Digilase係列的激光標簽切割機(圖1)。
優(you) 化標簽的激光切割工藝
在標簽切割應用中,為(wei) 了獲得最高的生產(chan) 效率,盡可能讓標簽材料吸收更多的激光能量是非常重要的。使用CO2激光器可以實現對大多數塑料和紙質標簽的高品質切割,因為(wei) 這些材料可以很好地吸收激光器生成的長波。燒焦後並散發出有害氣體(ti) 的乙烯基標簽除外。
為(wei) 了進一步優(you) 化標簽的激光切割工藝,要考慮到某些特定的標簽材料以及它們(men) 會(hui) 如何吸收CO2 激光器發射的不同激光波長等因素。標簽片材含有不同層的材料。有底紙背襯、膠黏劑塗層的塑料或紙質標簽,然後上麵再敷上一層作防護的清漆或複合塗層。首先,最上麵的一層會(hui) 吸收最多的激光能量,因此,這一層材料的吸收特性尤為(wei) 重要。例如,與(yu) 常規的10.6μm激光波長相比,一般情況下聚丙烯標簽(一般用作施膠標簽)對10.2–10.3μm的波長具備更好的吸收性能。這樣,就可以將激光功率調整在這個(ge) 水平,以提高生產(chan) 率和加工質量。
測試樣例的設置
在這個(ge) 特別測試中,一款配置了Synrad專(zhuan) 用p250 CO2 激光器的動態三軸激光打標係統 Flyer 3D 能夠在較大麵積範圍的產(chan) 品線上快速準確的打標。Flyer 3D子係統的字段大小為(wei) 400 × 350mm,聚焦光斑尺寸為(wei) 282μm。在高速加工時,最好配置帶有高速振鏡的掃描頭係統,以便對光束進行操縱和調控。X-Y繪圖機對於(yu) 量產(chan) 級的生產(chan) 而言,其加工速度顯得太慢。另外,p250 CO2 激光器出色的穩定性使標簽切割深度具有優(you) 異的一致性,因此,即便是長時間加工後,依然可以保持恒定的加工質量。
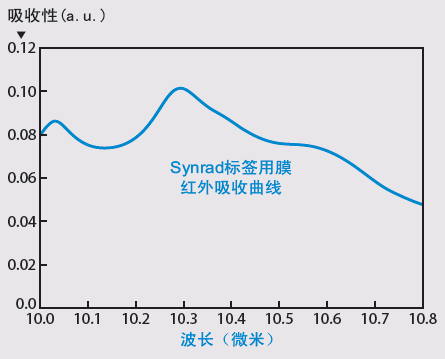
圖2:聚丙烯(和雙向拉伸聚丙烯)標簽用膜典型吸收曲線。
采用實驗配置,對用厚度為(wei) 0.1mm的聚丙烯膜製成的Synrad標簽片材進行切割測試。p250激光器以50kHz的脈衝(chong) 寬度調製(PWM)、45%的占空比運行。這種高重複率的脈衝(chong) 合並在一起,可以對材料進行連續的切割。掃描頭的平均功率為(wei) 275W。在標準的10.6μm波長上,標簽的激光切割速度為(wei) 4064mm/s。由於(yu) 聚丙烯標簽材料(圖2) 的吸收率提高,當采用10.2/10.3μm波長的激光器時,切割速度可以增加1.5倍。另外,聚丙烯層傳(chuan) 導到底紙背襯的能量損失減少,使得擦痕可以降至幾近忽略的水平。標簽可以很容易地從(cong) 背襯片材上撕下,邊緣清潔、光滑,熔融很少(圖3)。

圖3:標簽的切割視圖(見上圖中心位置抬起的部位)。
結語
CO2 激光器展現了在選擇性加工應用,如標簽切割方麵的能力。在這種情況下,需要靈活切割多種在加工過程中形狀容易變化的材料。而且,通過優(you) 化CO2 波長使之與(yu) 標簽材料相吻合,使其與(yu) 傳(chuan) 統波長為(wei) 標準的10.6μm的激光係統相比,可以提高切割速度和質量。這點不僅(jin) 在實驗室中,而且在生產(chan) 現場均得到了證實。Burton認為(wei) ,對於(yu) AB
Graphics公司而言,“由於(yu) 已親(qin) 自見證了我們(men) 客戶在標簽切割方麵所獲得的品質改善,我們(men) 將主要生產(chan) 波長為(wei) 10.2μm的激光切割係統。”
盡管本文探討了波長為(wei) 10.2μm的激光器相對於(yu) 10.6μm波長激光器在加工聚丙烯標簽方麵的優(you) 勢,但值得一提的是,CO2激光器還可以在激光波長為(wei) 9.3μm的條件下運行,從(cong) 而能對其它類型的標簽膜材料進行優(you) 化加工,如常用於(yu) 套管式標簽的PET材料。當激光器波長與(yu) 項目特定用膜的吸收特性相契合時,便可以實現加工質量和效率的最大化。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們