




在焊接過程中發現,更換不同的焊接產品時,激光焊接初始點校對耗時長,批量生產過程中受零件精度影響出現焊縫質量不穩定等問題。通過優化相應工裝的設計,以減少自動焊接的校對輔助時間,保證焊縫質量和批量生產需求。



隨著我國工業的快速發展,激光焊接技術在機械、軌道車輛、汽車製造、電子及航空航天中得到了廣泛應用。在使用我廠現有激光焊接設備時發現,在焊接設備過程中更換不同的焊接產品時,對零件初始焊接點的校對需要花費大量時間;另外,焊接時受激光光斑大小的限製對零件裝夾位置的重複定位精度要求較高,從而對零件上一工序的加工精度要求也相對提高,因此增加了加工成本。
為減少校對的輔助時間,降低加工成本,我們設計了工裝更換定位板、校對對針,並增加了激光焊縫跟蹤係統。
1. 焊接設備的工作過程
我廠的激光焊接係統先通過機器人對零件的焊接路徑進行采點,同時將焊接程序編製完成,調試運動無誤後,由機器人帶動焊接頭在防護房內對零件進行焊接。
2. 工裝的設計
(1)工裝更換定位板的設計
原焊接係統中是將焊接工裝通過壓板直接固定在工作台上,在隻焊接同一種零件時未發現問題,當更換不同的焊接零件時,發現先期加工過的零件再進行焊接,相應的焊接工裝在工作台上前後兩次固定位置偏移較大,零件裝夾到位後焊接初始點仍需重新校對,增加了焊接準備時間。因此,我們設計了定位板,如圖1所示。
將定位板固定在焊接工作台上,焊接不同產品時工裝安裝位置是固定的,如圖2、圖3所示。
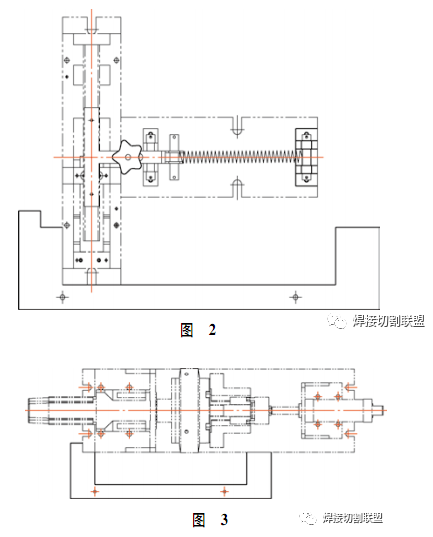
更換不同的焊接零件時,按照固定的位置進行裝夾,這樣零件焊縫的位置相對於機器人便不會出現較大位移,從而減少焊接初始點的重複校對次數。
(2)校對對針的設計
我廠的激光焊接係統是通過機器人帶動焊接頭對零件進行焊接的,焊接初始點的采集就相當於數控機床加工零件時的對刀,直接影響到後續零件的加工精度。影響激光焊接質量的主要因素有激光功率、光斑大小、焊接速度、保護氣體、零件精度及其表麵質量等。其中,聚焦光斑的大小在聚焦鏡聚焦半徑為定值的前提下,便由焊接頭與零件焊縫的距離決定。
為保證焊接初始點校對時光斑大小的一致性,我們設計了校對對針,如圖4所示,安裝方式如圖5所示。
每次校對焊接初始點時,將對針調整到合適高度,並在對針上作好標記,以對針尖點來取代聚焦光斑,可保證焊接高度的一致性,從而保證焊縫寬度的均勻性。校對完畢,將對針調高,遠離聚焦光斑位置,避免影響正常焊接。
3. 焊縫跟蹤的應用
在批量生產過程中,因產品自身焊縫位置的偏離,即使焊接初始點校對再準確,仍存在焊偏、漏焊的現象,因此增加了激光焊縫跟蹤係統。激光焊縫跟蹤係統通過激光視覺傳感器檢測焊縫運動軌跡,利用圖像處理軟件計算出焊縫偏差,然後將偏差傳送給機器人控製係統,從而控製機器人帶動焊接頭移動到正確位置進行焊接。圖6為激光焊縫跟蹤係統工作狀態。
4. 結語
通過設計增加的工裝定位板和校對針,減少了同一產品焊接初始點的重複校對時間,保證了焊縫質量的均勻性;通過焊縫跟蹤係統的應用,有效地保證了產品質量和批量生產效率。
作者簡介:李慶菲、李光磊、張峰、衣東龍,山東北方濱海機器有限公司。
文章來源:《金屬加工(熱加工)》2017年第10期。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們