




在現代工業生產中,60~90% 的工業產品需要使用模具,模具工業已經成為工業發展的基礎。在零件修複的再製造中,金屬快速成形技術日益成熟,目前國內外應用較多的為金屬直接快速熔覆技術,其作為表麵強化的一種重要技術日趨成熟,而其對金屬零件修複的作用也被越來越多的研究人員和技術人員所關注和重視。
采用激光熔覆技術修複模具,根據熔覆的金屬材料的不同, 可使修複後的模具具有比原來模具更優異的表麵硬度、耐磨性、紅硬性、抗冷熱疲勞等性能。激光熔覆修複模具的主要特點有:加熱和冷卻速度快,畸變較小;對各類不同形式的缺陷可選擇送粉或預置粉末方式,熱影響區小;修複層與基體結合強度高等。所以將激光熔覆技術應用到模具磨破損區域的修複中極具前景。
隨著計算機技術和機器人技術的發展,自動化、智能化的集成柔性加工係統已經成為激光再製造技術的發展方向。在激光機器人再製造加工現場,針對破損零件的修複任務,需要完成兩步工作:
◆ 對破損零件的檢測,得到破損區域的位置和形狀大小數據;
◆ 對零件破損部位的修複。
由於再製造對象個體的不確定性和多樣性,再製造的作業任務是複雜多變的,要實現再製造修複過程的自動化、智能化,實現破損零件修複路徑的離線規劃和自動生成是一個關鍵環節。關於激光直接製造和再製造加工路徑問題的研究已取得了一些成果,如今,運用 KRC 控製器的 KUKA 機器人手工編程存在效率低,精度低等缺點,離線編程軟件KUKA Officelite 的使用,使得編程效率顯著提高。
機器人離線編程軟件
KUKA Officelite 軟件為 KUKA 機器人離線編程軟件,其作用是將 KUKA 機器人仿真模擬軟件 KUKA SimPro2.2所設計的路徑軌跡程序自動編譯成機械手可執行的程序。將 KUKA Officelite 軟件自動編譯的執行程序拷貝到 KRC 機器人控製器內即可調用該程序進行實際加工。該軟件可以安裝在 VMWare Work station 虛擬機內,因此在主機內安裝VMWare Workstation 虛擬機後,即可在此虛擬機內部的虛擬係統環境下運行 KUKA Officelite 軟件。
模具修複實例
選用的散熱蓋模具,已經有一套標準的模具,故準備采用步驟進行模具修複,如圖 1 所示。
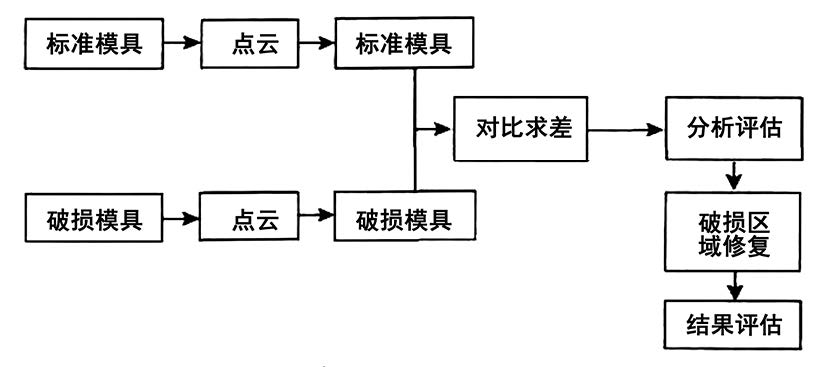
圖 1 模具修複過程框圖
◆ 破損區域的提取與分析
實例采用一套散熱蓋的注塑模具中的定模,先對破損模具進行逆向建模,得到三維模型,如圖 2 所示。注釋圖中為該模具分型麵上最大的一個破損區域,取名為第一破損區域,通過與標準模具的對比求差得到分型麵上的破損區域。以圖 2 注釋圖中的第一破損區域為例,其餘部分的修複均可參考此例。
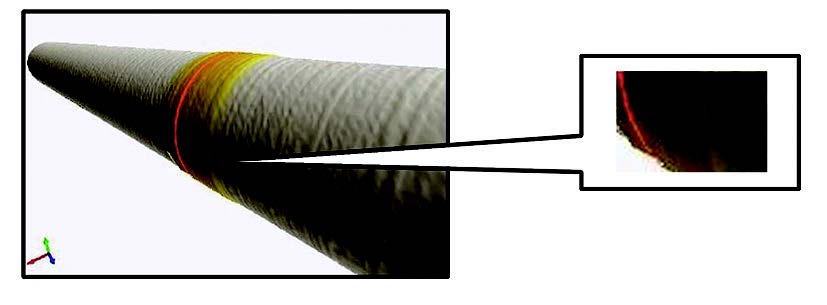
圖 2 破損模具的逆向建模與第一破損區域
從第一破損區的工程圖可以看出該區域長度約為42mm,寬度約為 20mm,如圖 3 所示。雖然是曲麵,但由於半徑達到了 1000mm,可以簡化為平麵處理。通過一些基礎實驗得到的經驗來看,鋁合金激光熔覆功率 800W,掃描速度 5mm/s,掃描間距 2mm 時效果較好,此時的熔覆層高度約為 0.5mm,大於破損區域的 0.282mm,所以隻需要熔覆一層即可,本次激光熔覆的編程,如圖 3 所示。長度方向上共有 11 道。
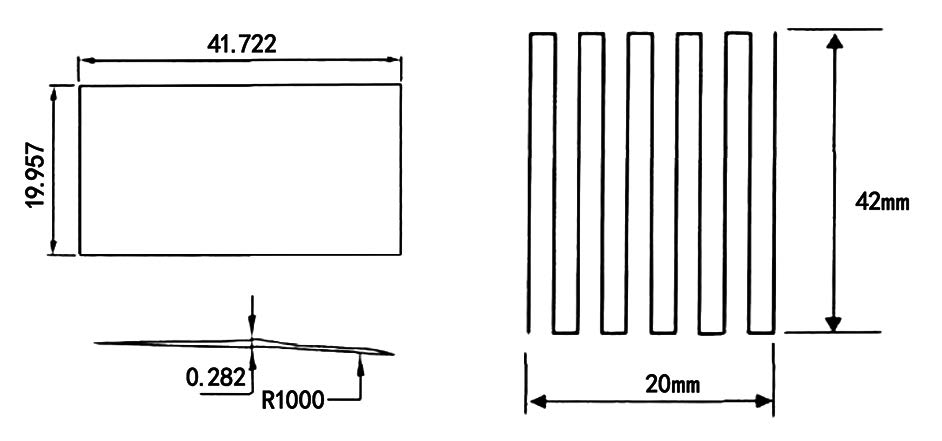
圖 3 第一破損區域的工程圖與修複路徑
◆ 模型導入 KUKA SimPro2.2
KUKA SimPro2.2 是德國某公司研發的仿真軟件。首先打開 KUKA SimPro2.2,在 File 菜單下選擇 import,然後導入需要修複的破損模具模型(必須為*.stl 格式),再通過旋轉,平移等命令調整模型的位置,使其與實際工作台上所占位置基本一致,並把模型的坐標係移動到模具的邊角位置,方便對模型的位置進行準確矯正。
實際操作機械手臂使其工件坐標係原點位於在零件上選取的定位基準點處,在操作麵板上讀取基準點位置坐標 :X,Y,Z,A, B,C。依據該坐標值準確矯正 KUKA SimPro2.2軟件內的模具位置。矯正位置後,修改模具的材質為鋁合金,準備離線編程。
◆ 離線編程與模擬仿真
在模型的表麵拾取第一個點,如圖 4 所示。點擊錄製按鈕,記錄此點坐標。然後修改 Y 坐標值 ( 增加 42mm) 工作坐標自動移動到第二個點,點擊錄製按鈕。修改 X 坐標值 ( 增加 2mm) 得到第三個點的坐標,點擊錄製按鈕。
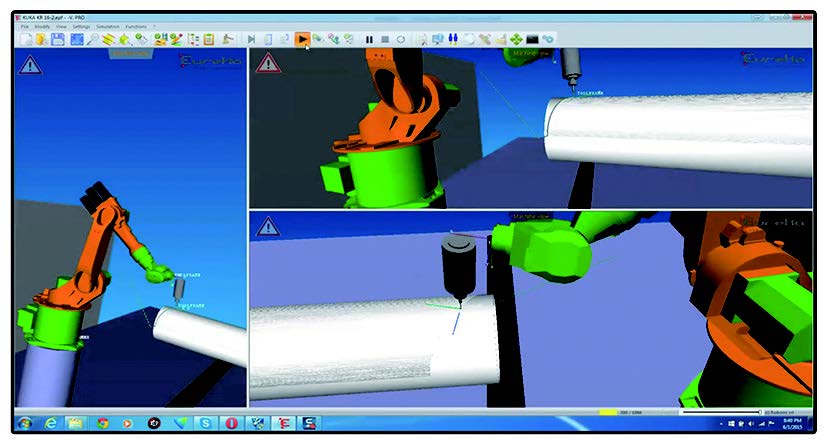
圖 4 拾取模型上的點
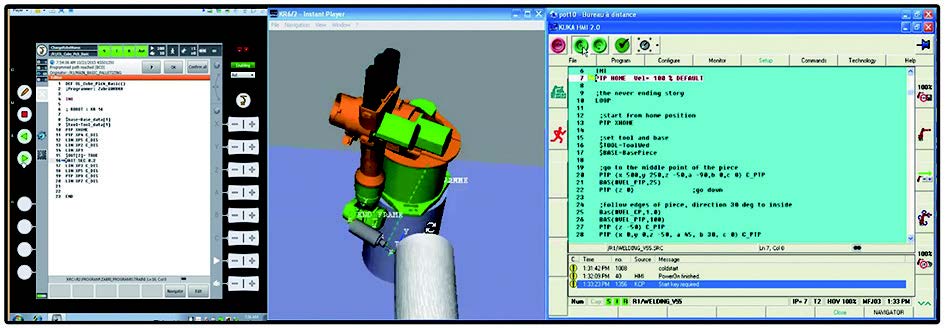
圖 5 KUKA Officelite 生成程序
按照這個辦法,依次得到所有點的坐標,最後將工作坐標移至原始位置。編程結束後,點擊播放按鈕,對該程序進行運動仿真,注意觀察每個動作是否正確,是否有超程、與工件相撞等危險發生,檢查無誤後,準備連接 KUKAOfficelite 軟件。
首先打開虛擬機 VMWare Work station,在虛擬機內部的虛擬係統環境下運行 KUKA Officelite 軟件。然後查看虛擬機的 IP 地址,在 SimPro2.2 軟件的 KRC 選項中,修改VRC Host 為虛擬機 的 IP 地址,Configuration 選擇與實際設備一致的 KRC2- KR30HA_3 -FLOOR。點擊左下角 KR30HAAction 欄 下 的 Download RSL 按 鈕, 虛 擬 機 中 的 KUKAOfficelite 軟件已經自動運行,如圖 5 所示。KUKA Officelite軟件自動把離線編程的動作編譯成 KRC 機器人控製器內可調用的程序,儲存在 Program 文件夾下,將兩個文件拷貝到KRC 控製器中。
◆ 激光熔覆
將兩個程序複製到 KRC 控製器以後,設定掃描速度5mm/s,在示教模式下模擬運行一次,發現行程正確。改為手動模式,打開 IPG 外控軟件,設置激光功率為 800W,開始激光熔覆,熔覆過程以及熔覆完成的結果,如圖 6 所示。KUKA Officelite 軟件生成的程序是正確的,從效率上來看,離線編程比手工編程省時省力,精度上也有保障,是一種值得推廣的編程方法。
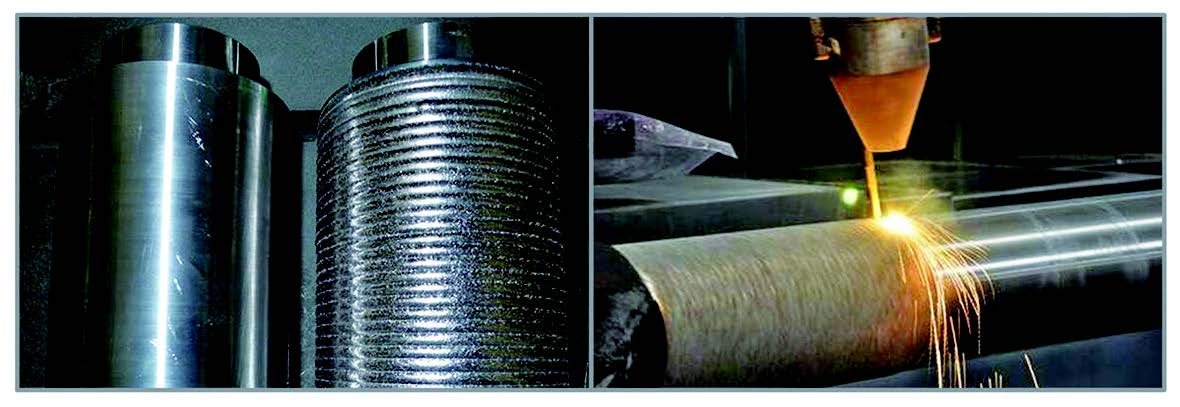
圖 6 激光熔覆過程與熔覆後的表麵形態
總結
本文通過一個模具激光熔覆實例,提出了一個典型的模具修複流程,從模具的逆向建模到磨破損區域的分析,再到離線編程和實際的激光熔覆,證明了 KUKA Officelite 軟件的使用能夠減輕操作者的勞動強度,減少人為的誤差和錯誤,提高了編程的效率,簡化了激光熔覆的過程。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們