




激光技術廣泛應用於(yu) 醫療器械製造過程,包括打標、焊接、切割、微加工等,是名副其實的“瑞士軍(jun) 刀”。這裏介紹工業(ye) 激光在醫療器械製造中的四大用途,以及采用的最合適有效的激光器。
1. 激光打標——用於(yu) 對公司、產(chan) 品和零件的信息標識和可追溯
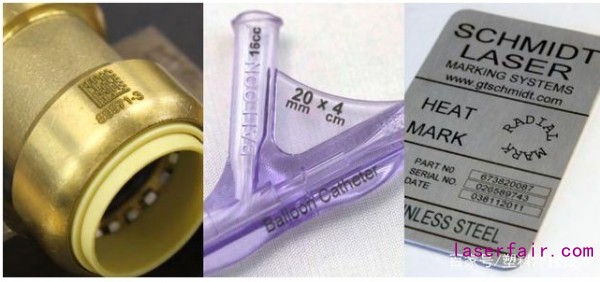
我們(men) 常見的醫療器材,包括骨螺釘、起搏器、聽覺植入器和內(nei) 窺鏡器械等,都會(hui) 用激光打上標識。激光打標能夠永久提供公司和產(chan) 品信息,具有耐腐蝕性從(cong) 而確保長期可追溯性,是一種直接標識部件的方法(DPM),也是美國食品藥品監督管理局FDA認可的標識方法。
有幾種不同的激光器適用於(yu) 激光打標。根據波長、激光介質或脈衝(chong) 持續時間不同,這些激光器可分為(wei) 紫外(UV)、紅外(IR)、遠紅外(FIR)和超短脈衝(chong) (USP)皮秒和飛秒激光器。選擇哪一種激光器,取決(jue) 於(yu) 產(chan) 品材料。

對於(yu) 采用不鏽鋼材料的醫療設備,標識必須滿足以下條件:
耐腐蝕無表麵夾雜物生物相容性能夠經受多次清洗對於(yu) 不鏽鋼,采用USP激光器能夠滿足以上條件,並能夠通過嚴(yan) 格的熱硝酸測試,獲得最佳的整體(ti) 效果。
2. 激光焊接 —— 連接非常小而複雜零件的理想方法
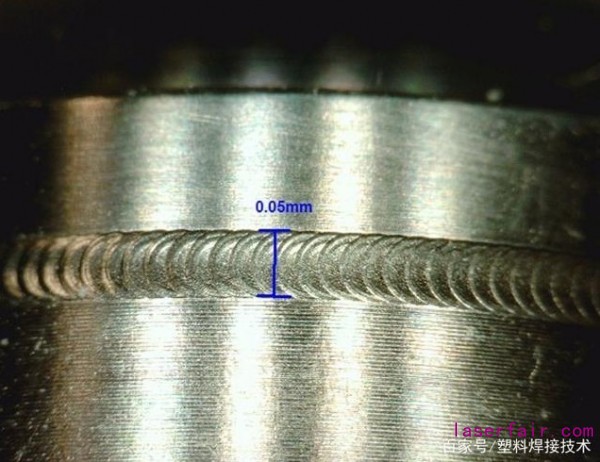
激光廣泛應用於(yu) 小型精密醫療器械的點焊、縫焊和密封。能夠對小於(yu) 1mm尺寸的零件或者局部位置進行焊接。像這樣的微焊接經常用於(yu) 起搏器、手術刀片、內(nei) 窺鏡儀(yi) 器和電池等產(chan) 品上。
適用於(yu) 微焊接的激光器有脈衝(chong) Nd:YAG、連續波(CW)光纖、納秒(Ns)光纖、準連續波(QCW)光纖和高亮度半導體(ti) (HBDD)激光器。應注意根據不同應用選擇最合適的激光器。
點焊可采用的激光器。20-200微米光斑→光纖激光器;200-1000微米光斑→脈衝(chong) Nd:YAG激光器。
脈衝(chong) 納秒激光器(Ns),是焊接非常小的金屬件的最佳選擇,金屬件厚度僅(jin) 為(wei) 0.25毫米,光斑尺寸小於(yu) 50微米。脈衝(chong) Ns激光器幾乎適用於(yu) 任何材料的焊接,為(wei) 小元件和新材料組合提供了新的機會(hui) 。
除了金屬焊接,激光也廣泛用於(yu) 塑料件焊接,具有清潔無汙染美觀的特點。

3. 激光切割——可精密切割刀片,軸和套管等

激光切割工藝非常適合於(yu) 切割剃須刀刀片,精密軸,支架,套管,以及皮下注射針頭等。
激光切割一般分為(wei) 兩(liang) 種方法:
氣體(ti) 輔助切割,通常與(yu) 微秒激光器一起使用。激光燒蝕是一種利用納秒、皮秒或飛秒脈衝(chong) 激光器直接對材料表麵進行燒蝕,無需任何後處理工序,其熱影響區最小。氣體(ti) 輔助切割是激光切割醫療器械產(chan) 品最常用的方法,其速度和精度足以保證良好的切割質量和切縫寬度。然而,隨著管的直徑和特征變得越來越小,采用激光燒蝕技術更為(wei) 有效。該技術可以實現10微米量級的特征尺寸和切口寬度的切割。
4. 激光微加工——精密的表麵構造和鑽孔
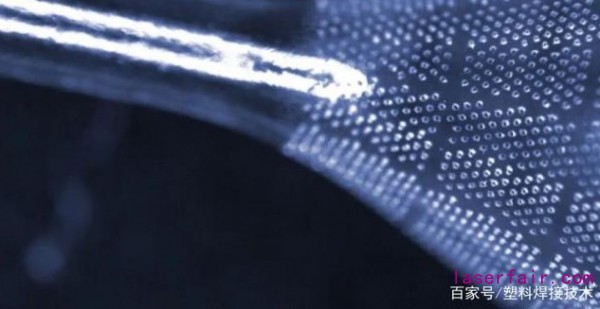
激光微加工應用於(yu) 醫療器械製造,例如在針、導管、可植入設備和微型儀(yi) 器上進行表麵紋理加工和鑽孔。常用超短脈衝(chong) (USP)激光器。因為(wei) 短脈衝(chong) 持續時間可以更有效地去除材料,即以更少的能量輸出,獲得幹淨的切割效果,幾乎不需要後處理。
激光微加工過程不是特別快,但卻是極其精確的工藝過程。一個(ge) 典型應用,采用飛秒超短波脈衝(chong) 激光器,對聚合物導管表麵紋理加工,能夠實現精確的紋理深度和高度的加工控製。

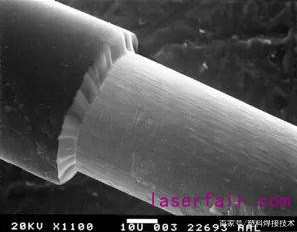
USP激光器還可以在針上鑽出非常小而精確的小孔,直徑隻有80-200微米。此外,激光微加工係統可以通過編程來加工圓形、正方形或橢圓形的孔,以幫助控製通過針頭的藥物輸送。激光還可以在不同的材料上加工出不同類型的微小結構,這些材料包括金屬、聚合物、陶瓷和玻璃。
激光微加工的另一個(ge) 主要應用是線剝離。在這種應用中,使用飛秒激光器通過選擇性燒蝕,去除表層厚度達20微米的聚氨酯塗層,而不會(hui) 對底層材料造成損傷(shang) 。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們