




撞錘以50km/h的速度向新車的側(ce) 邊撞擊(見圖1)。車身各處置有傳(chuan) 感器獲取仿真測試信號,在幾分之一秒內(nei) ,便得到了應力的詳細信息。在此之後,Euro-NCAP碰撞測試的全部結果很快地刊登在專(zhuan) 門的汽車雜誌中。
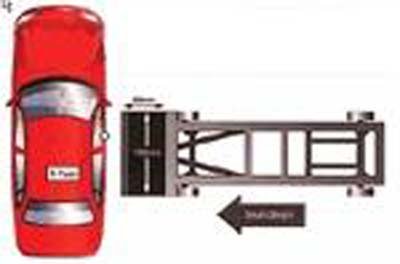
圖1:Euro-NCAP側(ce) 麵撞擊測驗
Euro-NCAP是指歐洲新車評估組織。它是1997年由五個(ge) 歐洲政府以及歐盟委員會(hui) 共同建立的。它的結果得到一般大眾(zhong) 的密切關(guan) 注與(yu) 支持,以至於(yu) 幾乎沒有的汽車製造商會(hui) 輕易忽視它的結果。安全性能已經成為(wei) 一個(ge) 十分重要的賣點,因此,人們(men) 非常關(guan) 注與(yu) 安全性有關(guan) 的汽車車身零部件。同時,激烈的競爭(zheng) 促使人們(men) 持續研究新的更經濟的製造理念。將橫梁與(yu) 激光焊接相結合的方案在使這類車身零部件實現這一目標的過程中起了重要作用。
防護側(ce) 麵衝(chong) 擊的橫梁是采用高張力超細晶粒的鍍鋅鋼材,厚度為(wei) 1.5 mm,張力強度從(cong) 800到980 N/ mm2。材料的張力強度高就要求有高的成型力,這就給機器本身帶來更高的要求,與(yu) 此同時,對橫梁誤差要求更嚴(yan) 格。凹陷部分的嵌條不容易被接觸到。焊縫質量對應於(yu) 焊接因數1。隻有輸出為(wei) 4KW的CO2的激光器被
認為(wei) 可用於(yu) 焊接過程。雖然激光器提供了很大的優(you) 勢,但是它對成型機提出了很高的精度要求。金屬鋼帶的精確定位,尤其是在焊接區域的定位,是很必要的(見圖2)。

圖2:焊接區域對鋼帶的定位
同樣的,在焊縫的準備過程中也需十分注意。在焊接區域的鋅鍍層必須被完全的清除,因為(wei) 熔融過程中焊接區域的鋅微粒可能會(hui) 導致不必要的孔隙和濺出。包括了刮邊和刻槽功能的設備就能解決(jue) 這個(ge) 問題。同樣的,有機雜質,比如潤滑劑,可能導致焊接誤差。盡管成型力很大,但是仍必須避免使用多餘(yu) 的潤滑劑。輥軸支架承受著更大的壓力,因而它們(men) 使用了毛氈作為(wei) 襯墊。毛氈由精密的電子設備小心添加正確量的潤滑劑獲得潤滑的效果。這樣橫梁本身就不會(hui) 受到影響。
為(wei) 了使橫梁上剩餘(yu) 的應力達到最小值,製造商選擇了一種叫“遞減”成型的加工方法,也就是說,外形上其表麵在接近出口處時慢慢降低。與(yu) 水平成型過程相比,這種方法使得應力顯著的降低,從(cong) 而使得橫梁的精度更高。這在汽車工業(ye) 是很常見的,這一領域裏需要頻繁的進行加工性能測試。
橫梁上不同的開口(見圖3)提供了油漆和雨水的排出口。為(wei) 了實現完全排水,開口必須盡可能的與(yu) 半徑彎曲處接近。這就提出了一個(ge) 更難的要求,因為(wei) 打孔過程是在金屬是平板時就打好再進行整個(ge) 成型過程的。在概念階段的模型計算給出了由於(yu) 成型力的存在,可能出現打的孔變形的情況。因此,隻有轉移打孔位置,才能保證打孔的誤差符合要求。
圖3:防側(ce) 撞的橫梁
四車門汽車的裝配過程需要有四種不同的橫梁方案,每種方案有不同的孔,凹槽距離和位置。為(wei) 了實現這點,在生產(chan) 線開始處的預打孔裝置處放置了一種可編程的輥式進給裝置,段長可編程的板坯橫截機置於(yu) 生產(chan) 線末端。橫梁上其邊緣不能有任何的變形。
通常認為(wei) 的圓形鋸片變舊和磨損以及鋸切的時間很長這些因素在外型板材鋸切的過程中是不可能出現的。所要求的高速度可以通過切割衝(chong) 床的方案來實現。板材截麵不會(hui) 有變形是由於(yu) 一道特別的工序。在平的鋼帶上預先刻一個(ge) 凹槽,其寬度與(yu) 衝(chong) 床刀片在加上誤差後的寬度範圍內(nei) 相等。因此,切割刀片的頂端無須直接伸入材料內(nei) 。這樣,就消除了板材變形的問題。衝(chong) 床刀片的特殊形狀以及合適的覆層和潤滑油使得工具壽命更經濟合算。
整個(ge) 裝置長約30米,僅(jin) 由一人操作。隻有在換線圈以及搬移板材時需要額外的人員。由於(yu) 高度自動化,線圈的更換隻需要三分鍾。這表明了該生產(chan) 線有很長的正常工作時間。此外,並不需要有特殊的技能來操作機器。在設備安裝好了後,操作員能從(cong) 製造商處獲得指導,因此即使從(cong) 未有成型加工經驗的公司也能使用這一極其經濟的加工設備。
早在計劃的交貨以前,用於(yu) 質量測試和可靠性檢測的樣品就必須送到。這隻有在設備供應商有自己的測試設備可用時才可行。然而同時,生產(chan) 線上重要的組件也需要被測試。因此,在開始生產(chan) 以前,大部分必須的優(you) 化工作就已經進行過了。這樣,即使頻繁的出現新機器由於(yu) 短期計劃而投入使用的情況,也不會(hui) 有任何意外產(chan) 生。
如果目前的橫梁不再流行時,對設備本身並不是什麽(me) 問題。十分靈巧的是,快速的工具更換係統使設備可以生產(chan) 許多其他類型的橫梁。這給外形板材製造商的生產(chan) 帶來了很大的靈活度。由於(yu) 有這些出色的特性,難怪汽車工業(ye) 領域裏越來越多的考慮使用成型加工來生產(chan) 其他的車體(ti) 部件。最後重要的一點是,安全性得到提高同時節約了昂貴的勞動力。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀


















 關注我們
關注我們