




1.簡介
在過去的20年裏,出於(yu) 節約燃料和保護環境的考慮,汽車工業(ye) 經曆了緊縮的政府政策和安全性要求。這些規定促使汽車製造商提出創新的解決(jue) 方案來設計減小燃料消耗的更加輕巧的汽車,同時出於(yu) 駕駛員安全的考慮改進車輛的總體(ti) 結構。其中一種解決(jue) 方案包含了激光裁焊拚板工藝,這項工藝要求在加工過程之前選擇各種材料共同來焊接。將可獲得的材料選擇到裁焊拚板的概念使得工程師們(men) 可以裁剪拚板以保證在他們(men) 所需要的零件的內(nei) 部準確安置材料最佳的性能。等級,厚度,強度和電鍍塗層上(例如鍍鋅/鍍鎳或者冷卻包箔和退火)都存在著差異。裁焊拚板目前用於(yu) 車體(ti) 側(ce) 麵框架,車門內(nei) 部麵板,發動機間隔欄,中柱的內(nei) 部麵板,車輪框/減振麵板。
到目前為(wei) 止,在汽車應用中還沒有其他的材料表現出鋼所具有的多樣性。現有的IF鋼,DP和HSLA在可成形性方麵有很好的表現,能夠滿足大多數汽車製造的要求。隨著提出預測和評估這些裁焊拚板工藝在成形和其他結構特性方麵的性能的挑戰,這些等級鋼的使用已經滲透到裁焊拚板當中了。許多關(guan) 於(yu) 裁焊拚板成形行為(wei) 的報告已經有了記載。在A/SP其中的一篇報告中提及,在疲勞或者循環加載的情況下裁焊拚板的失效對於(yu) 結構組成來說是非常嚴(yan) 重的問題。材料的高循環疲勞強度取決(jue) 於(yu) 例如殘餘(yu) 壓力,局部壓力集中和表麵保護塗層等表麵條件。在運用激光焊接工藝時,殘餘(yu) 壓力和其他的焊接缺陷被引入到了材料中。由於(yu) 在這方麵隻有有限的數據,A/SP已經確定這一領域需要進一步的研究。Wang和Ewing[2]比較了對無塗層的SAE1008等級鋼的激光焊接和阻點焊接的疲勞強度。研究表明,與(yu) 阻點焊劑相比,激光焊接的疲勞強度更高。
Lazzarin et al.[3]測定了在無塗層和熱蘸電鍍鋅條件下相似厚度的激光焊接的疲勞強度。他們(men) 總結兩(liang) 種組合的疲勞強度是相似的。先前此領域的工作包括基本的相似厚度裁焊拚板或者由不同厚度的材料組成的裁焊拚板的疲勞行為(wei) 。對於(yu) 作者的知識而言,到目前為(wei) 止關(guan) 於(yu) 破裂機製的不同的裁焊拚板沒有比較或者基準。
因此這項研究的目標是研究疲勞強度和確定具有和不具有熱蘸鍍鋅的不同厚度激光焊接的IF鋼和低碳鋼的破裂機製。
2.原料和試驗程序
2.1 原料
研究中所選擇的材料是IF鋼(退火和熱蘸鍍鋅)和低碳鋼(冷卻包箔和退火)。選擇是基於(yu) 大量激光焊接的實際生產(chan) 部件。基於(yu) 部件的名字,三種不同的裁焊拚板工藝組合命名為(wei) GMX,W-Car和MC-DI。
●在兩(liang) 張鋼板之間GMX具有最小的厚度差異和最大的生產(chan) 強度差異。
●在兩(liang) 張鋼板之間W-Car具有最小的生產(chan) 強度差異。
●在兩(liang) 張鋼板之間MC-DI具有最大的厚度差異。
選擇一種底座金屬(簡寫(xie) 為(wei) BM)來比較裁焊拚板的疲勞強度。由於(yu) 目前研究所使用的金屬組合物的平均厚度為(wei) 1.5mm,因此我們(men) 選用厚度為(wei) 1.5mm的底座金屬。
2.2激光焊接加工
裁焊拚板起源於(yu) 加拿大康科德激光之力有限公司。激光用於(yu) 裁焊拚板的粗端焊接。在激光焊接加工中不使用填充材料。
2.3 樣品準備及微觀結構觀察
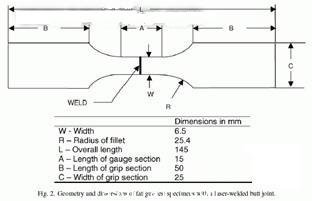
圖 1展示了激光焊接測試樣品的幾何外形。焊接珠被置於(yu) 中心,指向垂直於(yu) 裝載線的方向。對底座金屬而言,它的尺寸與(yu) 在中心用激光焊接的樣品相同。材料的旋轉方向沿著裝載線的方向。在其他發表的論文中相似的幾何外形被使用。為(wei) 了防止疲勞強度的尖峰邊界效應,所有樣品的測量區域
都使用#400砂紙手工輕輕打磨光滑。
在疲勞測試之前,待焊接樣品的交叉連接處的微觀結構要在光學顯微鏡下檢查以估計激光焊接的質量。開始要在未蝕刻條件下觀察交叉連接處的包含物。然後用4%的Nital蝕刻劑蝕刻樣品來檢查微觀結構。
2.4機械測試和金屬斷麵的顯微鏡觀察
焊接中微硬度的測試要在計算功能強大和自動的微硬度測試器(Clemex MT-2001)下進行。施加持續時間為(wei) 15s的300g的加載。在疲勞測試之前,為(wei) 了確定最大施加加載值 ,要在沒有焊接珠的單個(ge) 底座金屬上依據ASTME8標準進行拉伸測試。用於(yu) 疲勞加載的的初始值選大約最終拉伸強度的一半。拉伸特性由速度控製模式下的Schenck-Treble拉伸測試機確定。在具有強大計算功能的水壓伺服 Instron8801
疲勞測試係統上進行測試。在作為(wei) 每ASTME466標準量的加載量下進行測試。為(wei) 了避免可能發生的扣住,所有的樣品限製在室溫條件下加載比率為(wei) 的壓緊循環中,並且垂直於(yu) 焊接珠的方向。在測試中使用頻率為(wei) 50Hz的正弦波。在 循環中在某強度水平下無疲勞失效發生,則我們(men) 定義(yi) 這個(ge) 強度水平為(wei) 疲勞極限。我們(men) 使用裝有EDS分析儀(yi) 的電子掃描顯微鏡檢查破裂表麵,EDS分析儀(yi) 可以用來確定疲勞裂縫的初始方位和疲勞裂縫的傳(chuan) 播機製。
3.結果與(yu) 討論
3.1微觀結構和微硬度
微觀結構分析表明焊接不受如圖所示的多孔性,凹度,裂縫,空洞和未校準等焊接缺陷的影響,同時也表明表3選擇的焊接參數是合理的。熔化區的平均寬度大約為(wei) 0.8-1mm,焊接兩(liang) 側(ce) 受熱影響的總區域大約為(wei) 0.7-1mm。底座金屬的微觀結構由等軸晶粒鐵酸鹽構成,焊接區域表現微優(you) 良的珠光體(ti) 和低碳貝氏體(ti) 。

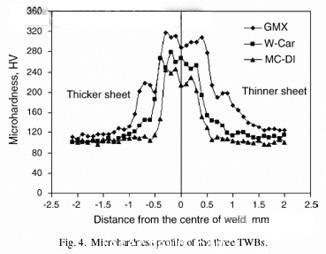
Vkers所做的微硬度測試表明與(yu) 單個(ge) 底座金屬相比,交叉連接處裁焊拚板具有更高的硬度(圖)。在測試的三種裁焊拚板化合物中,我們(men) 發現分別與(yu) 底座金屬比較,焊接珠的硬度是它們(men) 的2.5倍。正如其他的研究者所報告的一樣,這是由於(yu) 激光焊接加工局部熱量輸入特性引起的。比較不同焊接工藝在熱蘸鍍鋅低碳鋼上的效果,Lazzarin et al指出在焊接時激光焊接比搗碎焊接具有更高的硬度。Rhee et al指出焊接珠的硬度是相似或者不相似厚度底座金屬鋼板硬度的2.3倍。Lee et al指出激光焊接產(chan) 生最窄的焊接區域,電波束焊接產(chan) 生的區域是它的1.5倍,搗碎焊接產(chan) 生的區域是它的4倍。他們(men) 同時也發現激光焊接的微硬度峰值要高於(yu) 電波束焊接和搗碎焊接。然而,焊接中產(chan) 生較高硬度的原因卻沒有說明。
IF鋼和低碳鋼正常情況下包含微量合金元素,例如含有 0.01%的鈦和0.02%的铌。通過微觀結構更新,固態溶解增強和快速淬水加入這些微量元素有利於(yu) 增強強度和可淬性。這樣形成的鋼板的典型微觀結構由嵌入鈦和铌的碳化物的鐵酸鹽矩陣構成。由於(yu) 晶體(ti) 分解鐵酸鹽具有不同的形態,研究表明多邊形鐵酸鹽具有等軸晶粒組成的多齒和低斷層密度。 Widmanstatten鐵酸鹽是具有斷層結構的伸長魚叉;粒狀的鐵酸鹽包含有孤立的宏觀元素和高斷層密度;貝氏體(ti) 鐵酸鹽由平行的鐵酸鹽條組成並具有高斷層密度。
由於(yu) 激光焊接加工的加速且非平衡冷卻速率,在焊接或者熔化區形成的多邊形鐵酸鹽受到擠壓,並非如圖2所示的形成非平衡,非等軸晶粒鐵酸鹽或者貝氏體(ti) 鐵酸鹽。我們(men) 所觀察的微觀結構特性是激光焊接中非平衡冷卻造成的。隨著冷卻速率的加快,待觀察的粒狀鐵酸鹽和貝氏體(ti) 鐵酸鹽片斷體(ti) 積以多邊形鐵酸鹽為(wei) 代價(jia) 增長。當微觀結構大多數變為(wei) 粒狀鐵酸鹽時,先前晶體(ti) 的顆粒邊界位置得以保持。當溫度快速下降到臨(lin) 界溫度以下時,被保持的晶體(ti) 進一步轉變成更加優(you) 良的珠光體(ti) 或者低碳貝氏體(ti) 鐵酸鹽。微觀結構的這些改變增強了焊接金屬的硬度。Biro報道了相似的觀察,他發現由於(yu) 在激光焊接中大 量快速的熱量加入使得晶體(ti) 被穩定在碳豐(feng) 富區。溶解區快速的熱量消散以及冷卻速率導致了更加優(you) 良的珠光體(ti) 和貝氏體(ti) 的形成。然而由於(yu) 被焊接的底座金屬碳含量低,因此與(yu) 珠光體(ti) 相比,形成的貝氏體(ti) 數量較少。#p#分頁標題#e#
3.2 疲勞強度
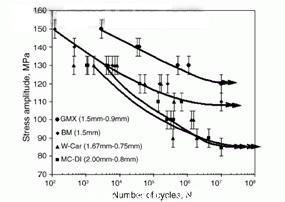
下圖畫出了三種裁焊拚板化合物的S-N曲線。從(cong) 圖中可以看出W-Car和MC-DI裁焊拚板的疲勞極限大約為(wei) 85MPa。這個(ge) 鍍鋅的極限值低於(yu) 不鍍鋅或者 GMX裁焊拚板(120MPa)和底座金屬(110MPa)。下表羅列了用於(yu) 組成裁焊拚板的底座金屬的拉伸特性。從(cong) 表中我們(men) 可知較厚和較薄的裁焊拚板對 GMX,W-Car,MC-DI產(chan) 生的強度分別為(wei) 185 MPa和156 MPa, 160 MPa和159 MPa, 155 MPa和146 MPa。考慮到鋼板厚度[10]中觀察了產(chan) 生強度的相似趨勢。以延展百分比為(wei) 特征的延展性是相似的,對於(yu) 不同的材料它的變化範圍為(wei) 45%到50%。獲得的三種裁焊拚板和底座金屬的薄鋼板最終拉伸強度對GMX,W-Car,MC-DI和BM分別為(wei) 301,305,297,324 MPa。最終拉伸強度將要用於(yu) 相關(guan) 裁焊拚板的疲勞極限。
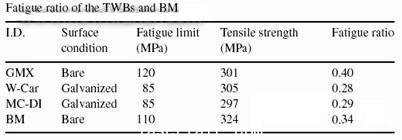
無塗層的裁焊拚板化合物(GMX)的疲勞極限是鍍鋅裁焊拚板(W-Car 和MC-DI)的1.4倍。以上結果表明GMX裁焊拚板和BM之間存在10MPa的差異,這可能與(yu) 實驗的分散有關(guan) 。如下表所示,我們(men) 定義(yi) 裁焊拚板的疲勞極限與(yu) 薄鋼板產(chan) 生疲勞失效時的最終拉伸強度的比率為(wei) 疲勞比。我們(men) 發現對於(yu) 非鍍鋅或者無塗層的GMX而言,它的疲勞比與(yu) 同樣是鍍鋅的W-Car和MC-DI相比高1.4倍。例如,0.04對0.28或者0.29。眾(zhong) 所周知疲勞特性取決(jue) 於(yu) 被測試材料的表麵條件。像電鍍這樣的表麵處理一般會(hui) 減小鋼的疲勞極限。對於(yu) 具有柔軟鋁皮的鋁合金鋼所具有的相似特性也有報道。由於(yu) 殘餘(yu) 壓力得以極大改善,可以產(chan) 生電鍍塗層支撐和硬度,因此采用特殊表麵處理對疲勞特性能夠產(chan) 生可評估的效果。在鍍鋅裁焊拚板加工中,有點類似於(yu) 上麵提到的過程,鋼的下表麵塗一層較柔軟的熔化鋅做支撐。當熔化鋅凝固時在鋼表麵產(chan) 生殘餘(yu) 拉伸壓力,並進一步受製於(yu) 旋轉回火或者對同一種紋理的表麵流通加工。對於(yu) 鍍鋅裁焊拚板來說這也是對降低疲勞極限有貢獻的因素。在熔化區當鋅與(yu) 鐵形成合金,熱蘸鍍鋅加工中在鐵底層和鋅皮之間可能產(chan) 生鋅鐵狀態硬度和脆性。鋅鐵狀態很可能產(chan) 生局部增長或者鋼顆粒邊界破裂,這些取決(jue) 於(yu) 鋅和鋼的化學組成和沉浸時間。鋅通過破裂的抑製層傳(chuan) 播能夠解釋在鋼顆粒邊界破裂的出現。由於(yu) 鋼底層和抑製層之間失配引起的內(nei) 部壓力也有可能產(chan) 生破裂。在高溫情況下顆粒邊界滑動,錯位以及斷層移位都可以使抑製層的壓力得以減輕;低溫情況下破裂也可以使壓力得以減輕。這個(ge) 過程使得液態鋅在顆粒邊界進入鋼底層快於(yu) 鋅原子擴散到顆粒邊界。因此,鍍鋅的W- Car和MC-DI的疲勞強度變低。
3.3破裂方位和表麵的觀察
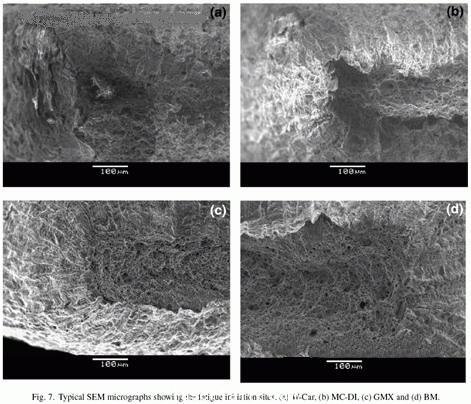
破裂表麵檢查表明觀察裁焊拚版的不同失效模式,所有情況下的初始疲勞裂縫都發生在底座金屬。如下圖所示這與(yu) 包含物或者多孔性有關(guan) 。對於(yu) W-Car和MC-DI化合物疲勞裂縫在薄底座金屬傳(chuan) 播分別為(wei) 0.75和0.80mm。然而研究發現薄底座金屬失效的位置隨著應用壓力幅度的變化而不同。在90,100,110MPa低幅度下,失效發生在離焊接珠大約2mm的地方;當在120,130MPa高壓力幅度下失效產(chan) 生在離焊接珠大約6-7mm遠的地方。對於(yu) GMX裁焊拚板化合物來說,失效發生在薄(0.9mm)底座金屬,在120-150MPa整個(ge) 應用加載範圍內(nei) 遠離焊接珠大概6-7mm。這個(ge) 現象源於(yu) 裁焊拚板厚度變化產(chan) 生的凹口效應,使得壓力集中在焊接頭附近。對W-Car和MC-DI(0.92和1.2mm)裁焊拚板的底座金屬的厚度差異至少是GMX裁焊拚板工藝的1.5倍。因此W-Car和MC-DI焊接珠附近的壓力集中要強於(yu) GMX。其他的文獻也報道了相似的結果。Rhee et al比較了平行和垂直於(yu) 裝載方向的焊接頭運轉情況下不同樣本的幾何外形。裝載垂直於(yu) 焊接珠的樣本初始裂縫和最終破裂發生在底座金屬與(yu) 我們(men) 當前的觀察是相似的。這表明如圖3所示高硬度焊接珠的阻抗高於(yu) 底座金屬的阻抗。Oh et al發現產(chan) 生壓力集中和疲勞極限下降的不連續表麵引起的凹口效應使得相似厚度裁焊拚板的疲勞極限高於(yu) 不相似的裁焊拚板。Lazzarin et al也報道說他們(men) 在壓力下進行的樣本可視化檢查並沒有揭示焊接珠任何明顯的橫向移位。Lee et al觀察了發生在熱敏感區的搗碎焊接拚板的疲勞失效以及激光裁焊拚板在底座金屬的失效。與(yu) 激光裁焊拚板相比搗碎焊接有更強的凹口效應,因此在跳動拉伸壓力下它具有更低的疲勞強度。
具有鋅塗層的W-Car和MC-DI疲勞裂縫傳(chuan) 播表明顆粒間破裂與(yu) 次要裂縫共同作用(下圖a和b)。
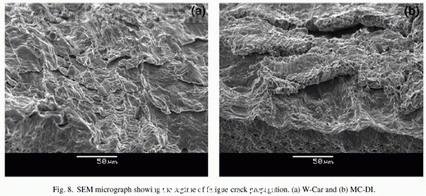
這些SEM觀察表明鍍鋅W-Car和MC-DI裁焊拚板中的低疲勞極限是晶粒破裂的結果。正如3,2節末尾所討論的,是由鋅滲透入鋼板表麵之下所引起的。這與(yu) 上麵提到的表麵條件的確是影響材料疲勞壽命的主要因素之一的發現相一致。
4.總結
1.焊接交叉連接處的微觀結構檢查揭示焊接是不受多孔性,凹度,空洞,內(nei) 含物或者未校準等缺陷影響的。這表明用於(yu) 裁焊拚板的焊接參數合適,可獲得良好的焊接效果。
2.激光焊接後焊接珠的微硬度是組成裁焊拚板的單個(ge) 底座金屬的將近2.5倍。這些都源於(yu) 焊接金屬中良好珠光體(ti) 和低碳貝氏體(ti) 結構的形成,而底座金屬卻是由等軸晶粒鐵酸鹽魚叉構成。
3.無塗層裁焊拚板的疲勞極限據發現大約是鍍鋅裁焊拚板的1.4倍。
4.據觀察疲勞破裂總是發生在裁焊拚板的薄鋼板上。然而破裂的位置與(yu) 鋼板厚度不同所引起的壓力集中有關(guan) 。據觀察在大厚度差異的情況下疲勞失效發生在焊接珠附近,而當裁焊拚板具有小厚度差異時失效總是發生在遠離焊接的地方。
5. 底座金屬和裁焊拚板主要是以疲勞條紋的形式傳(chuan) 播疲勞裂縫,而鍍鋅裁焊拚板的晶粒間破裂是由於(yu) 鋅滲透到鋼板表麵以下所引起的。這也是鍍鋅裁焊拚板的疲勞極限低於(yu) 無塗層裁焊拚板的原因。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們