




在汽車生產(chan) 中激光焊接剪裁坯板新工藝在轎車車身製造中的推廣使用是先進製造技術應用的一個(ge) 範例,目前世界各大汽車製造廠均采用激光焊接及剪裁技術。
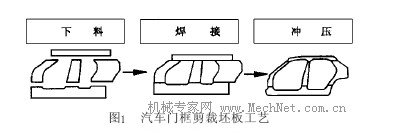
汽車車身主要是由一些薄板構件組成,由於(yu) 多數衝(chong) 壓件形狀不規則,衝(chong) 剪下料時板材廢料占有相當大的比例。象批量剪裁製衣一樣,剪裁坯板焊接可使板材利用率大大提高。實際上,拚焊坯板遠不隻是節省鋼材,它能根據優(you) 化強度設計及使用條件剪裁成不同厚度、不同表麵複層及材質焊成一個(ge) 整體(ti) 坯板,然後一次衝(chong) 壓成型。圖1為(wei) 豐(feng) 田轎車門框,它是由5塊厚度不同,材質不同(普通板、鍍鋅板及高級鍍鋅板)根據其不同部位所需強度及腐蝕條件選定的坯板激光拚焊後一次衝(chong) 壓成型。減輕了重量及簡化了生產(chan) 工藝,大大降低了生產(chan) 成本。
激光技術用於(yu) 剪裁、焊接汽車車身主要分為(wei) 兩(liang) 個(ge) 方麵:一是轎車超寬底板用材的拚接,二是車身和其他複雜形狀部件的坯板生產(chan) 。
激光剪裁焊接最關(guan) 鍵的部分在於(yu) 焊接質量,對於(yu) 大尺寸薄板要做到無變形、外觀及鍍層損傷(shang) 極小,須采用高速自動焊接,一種是電阻滾壓焊,另一種就是激光焊。根據我們(men) 的研究認為(wei) 激光坯板拚焊的技術關(guan) 鍵為(wei) :
1.板邊的預加工工藝
由於(yu) 激光焊是一種高精密性的自熔焊工藝,對接板邊的準直度和端麵平整性有很高要求,高精度剪切是較為(wei) 理想的預加工方法,國外采用較多。但是激光切割也是可行的,可以達到必需的技術要求。
2.焊縫成形性控製
一般激光焊縫寬度為(wei) 0.5——1 mm,在無填絲(si) 情況下,焊縫表麵必然有一定的凹度。此凹度與(yu) 對接板邊間隙是直接相關(guan) 的
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們