




65Mn鋼作為(wei) 常用機器零件鋼,廣泛應用於(yu) 機械、交通等部門。在做傳(chuan) 統焊接時,由於(yu) 65Mn的含碳量過高,有著難以克服的局限性,如熱影響區大,熱脆形性嚴(yan) 重,而難以滿足需求,與(yu) 傳(chuan) 統焊接方法相比,激光焊接具有深寬比大、焊縫窄、焊縫結合強度高、熱影響區小、焊接變形小及對周圍組織無影響等特點而得到廣泛應用[1],目前,有關(guan) 65Mn鋼激光焊接的研究很少,本文對65Mn鋼進行了CO2激光深熔焊的實驗研究,重點分析了65Mn鋼激光焊接後焊縫及熱影響區的組織和硬度變化,為(wei) 將來65Mn鋼激光焊接的應用提供理論指導。 1 實驗材料及試驗方法 1.1 實驗材料 取退火狀態下的65Mn鋼棒料,其成分如表1所示。 1.2 試驗方法 表1 基材的化學成分(質量百分比%) C S P Si Mn Cr 0.62~0.70 0.20% < 0.040 0.17~0.37 0.90~1.20 < 0.25
#p#分頁標題#e#
試樣采用鉬絲(si) 線切割成厚度為(wei) 1mm,半徑為(wei) 12.5mm半圓柱狀,使用前用400金相砂紙打磨表麵,再用丙酮清洗備用。激光焊接試驗采用TJ—HL— T5000型5kW CO2激光器,,光斑尺寸為(wei) 3mm,焦距320mm, 焊縫長度為(wei) 25mm,采用Ar氣作為(wei) 保護氣體(ti) 。用GX51型奧林巴斯金相顯微鏡進行顯微組織觀察和拍照,用D/Max-2200型全自動X射線衍射儀(yi) 進行物相分析,用HV-1000顯微硬度計進行顯微硬度測試,載荷砝碼200g,加載時間20s。對25個(ge) 焊接試樣進行焊後觀察,找出焊縫成形好,接頭狹窄,變形小,焊接焊縫筆直、光滑、均勻連續的三個(ge) 最好試樣進行分析,工藝如表2。
表2 激光焊接工藝參數
|
試樣編號 |
焊接(KW) |
焊接速度(mm/s) |
焦距(mm) |
|
1 |
1.5 |
7 |
320 |
|
2 |
1.5 |
9 |
320 |
|
3 |
2.0 |
9 |
320 |
2 實驗結果分析

(a)焊縫區 100× (b)焊縫與(yu) 熱影響區 500×
圖1 焊縫中心區與(yu) 結合區的組織
圖1為(wei) 焊縫中心→近中心區→邊緣區的組織分布,由圖1(a)可以看出,焊縫中心主要為(wei) 等軸晶分布,近中心區為(wei) 胞狀晶與(yu) 樹枝晶的混合組織。由圖1(b)可知,在靠近熱影響區的邊緣區為(wei) 少量的胞狀晶。
在進行激光焊接時,激光束與(yu) 基材作用時間短,當光束移開後,熔池金屬迅速冷卻,然後快速凝固。在靠近熔池邊緣,由於(yu) 與(yu) 母材接觸,液態金屬的結晶速度比熔池中心大,這樣使焊縫金屬生成胞狀晶。在近中心區,由於(yu) 溫度梯度沒有邊緣區高,成份過冷度大,導致該區焊縫金屬多數按樹枝晶長大。而在焊縫中心區域,熔池金屬溫度梯度很小,熔池中未熔化的懸浮質點為(wei) 非自發形核的現成凝固表麵,這些晶粒不受其他散熱條件的影響,可以自由生長,促使焊縫形成等軸晶[2-5]。
2.2熱影響區金相組織
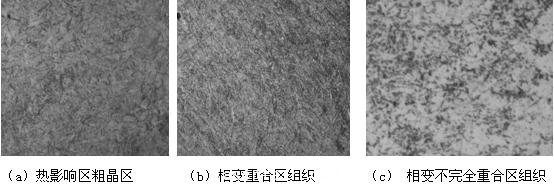
圖2熱影響區的組織 500×
圖2為(wei) 焊接熱影響區組織,由圖2(a)可見:焊接的熱影響區粗晶區主要是由針狀馬氏體(ti) 組成,這是由於(yu) 在靠近熔合線附近,溫度在1350 ºC,奧氏體(ti) 晶粒明顯長大,快速冷卻後轉變成了粗大的高碳針狀馬氏體(ti) 。
由圖2(b)可見,相變重合區主要是由較為(wei) 細小的針狀馬氏體(ti) 組成,這是因為(wei) ,在這個(ge) 區域,焊接時的溫度在950 ºC,奧氏體(ti) 晶粒來不及長大,冷卻速度沒有熔合線附近快,冷卻後轉變成為(wei) 細小的針狀馬氏體(ti) +鐵素體(ti) +下貝氏體(ti) 組織。
在相變不完全重合區,由於(yu) 峰值溫度在800 ºC,而且Ac1以上時間短,隻有部分組織奧氏體(ti) 化,冷卻後轉變為(wei) 細小針狀馬氏體(ti) +鐵素體(ti) +上貝氏體(ti) +下貝氏體(ti) 組織,如圖2(c)所示。
2.3 ΧRD衍射分析
圖3為(wei) 3號試樣的XRD衍射圖譜。由衍射結果可以看出,焊接接頭相組成除了基體(ti) 相α—Fe外,還有Fe3C、FeSi等相。由於(yu) α—Fe的硬度較低,而Fe3C和FeSi的硬度比較高,這些相的存在,可以保證焊接區有良好的強韌性配合。
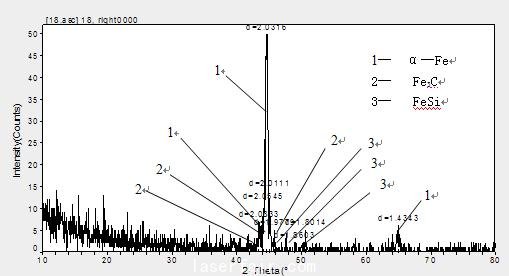
圖3 焊接接頭的 ΧRD衍射結果
2.4 顯微硬度分析
#p#分頁標題#e# 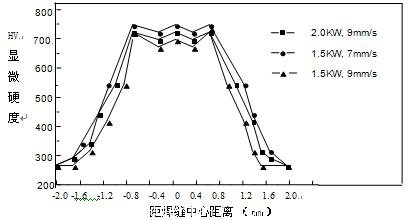
圖4 焊接接頭的顯微硬度曲線
三種焊接工藝的焊縫接頭的硬度分布曲線從(cong) 圖4可以看出其硬度分布曲線的走向成三個(ge) 明顯的區域:一是中間突起的平台區域,這是焊縫區域,平均硬度為(wei) HV710,其硬度值要明顯高於(yu) 其他區域;二是從(cong) 平台區域往兩(liang) 邊各有一個(ge) 斜率較大的坡度,說明硬度值在這個(ge) 區域有一個(ge) 明顯的銳減,這部分是焊接熱影響區,從(cong) 上麵的組織分析可以看出這部分還是有馬氏體(ti) 和貝氏體(ti) 存在.所以硬度值還是比較高的;第三區又是一個(ge) 硬度平台,這是基材組織,平均硬度為(wei) HV230左右。
3 小結
(1) 65Mn鋼經激光焊接後,焊接區的組織發生了較大的變化,焊縫區組織依次為(wei) 細小等軸晶→枝狀晶→胞狀晶。熱影響區粗晶區為(wei) 粗大的針狀馬氏體(ti) ,相變重合區為(wei) 細小針狀馬氏體(ti) +鐵素體(ti) +下貝氏體(ti) ,不完全相變重合區為(wei) 針狀馬氏體(ti) +鐵素體(ti) +上貝氏體(ti) +下貝氏體(ti) 組織。
(2)焊接接頭的基體(ti) 相為(wei) α—Fe,其上分布有結晶析出的Fe3C、FeSi等相。
(3)焊接接頭的硬度分布規律為(wei) :焊縫區域平均硬度最大,平均為(wei) HV710,在焊縫與(yu) 熱影響結合區達到最高值為(wei) HV770,從(cong) 熱影響區到基材硬度明顯下降。
參考文獻
[1] 劉其斌. 技術及其應用[M].北京:冶金工業(ye) 出版社 2007.
[2] 崔忠圻.金屬學與(yu) 熱處理.北京:機械工業(ye) 出版社 2000.
[3] 張永康. 激光加工技術[M].北京:化學工業(ye) 出版社 2004.
[4] 王紅英,李誌軍(jun) AZ61鎂合金激光焊接接頭的組織與(yu) 性能[J] 中國有色金屬學報,2006,16(8):1388-1392.
[5] 李亞(ya) 江. 焊接組織性能與(yu) 質量控製[M].北京:化學工業(ye) 出版社 2004.
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們