




3.2 齒圈安裝方向的檢測
如圖3 為(wei) 雙聯齒輪的夾具結構圖,待壓合的齒圈7放在定位蓋3上,以齒圈7外圓定位,並由銷8確定其周向位置。若齒圈安放正確,則測量頭4被齒圈壓下,通過杠杆1(2為(wei) 支點)將行程放大,使行程開關(guan) 12發出信號;如果齒圈安裝方向錯誤(即齒圈輪齒倒角在上),此時,測量頭繼續被壓下,則行程開關(guan) 10發出信號。待壓合的墊片6放在齒圈7上麵並套在齒輪5上,齒輪由心軸9定位。工件安裝好後,壓裝機床壓頭壓下,齒輪5沿心軸9與(yu) 墊片6、齒圈7壓合在一起。壓裝不同規格的雙聯齒輪,需調整開關(guan) 檔塊11、13的位置,此時,可以鬆開螺母,仔細調整好開關(guan) 檔塊11、13的位置,直到能靈敏地檢測齒圈的方向為(wei) 止。測量頭#p#分頁標題#e#4、銷8和定位心軸9是夾具部件的易損件,應經常檢查。當壓裝質量無法保證時,應進行更換和調整。測量頭4因長期使用而發生磨損後,可以通過調整開關(guan) 檔塊11、13的位置進行補償(chang) 。
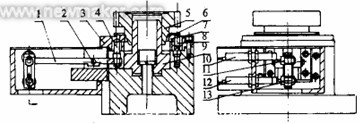
圖3夾具結構圖
4 雙聯齒輪激光焊接機床
4.1 聚焦方式的選擇
激光焊接有透鏡聚焦和反射鏡聚焦兩(liang) 種方式,如圖4所示 ,透鏡的材料要求比較嚴(yan) 格,一般選用砷化镓材料,它對10.6μm波長的CO2激光的吸收係數很小,具有較高的熱傳(chuan) 導率、較小的熱膨脹係數和較好的機械性能和光學均勻性好等特點。但在大功率激光透射係統中,常遇到的問題是因連續工作時間過長而引起透鏡的熱畸變。透鏡受熱膨脹後,各處光強分布不均勻,中心部分溫度高而凸起,產(chan) 生光學畸變,使焦斑位置向透鏡方向移動(實際焦距變小)。另外,在激光透射係統中,為(wei) 了提高功率密度,一般縮短透鏡的焦距,但當透鏡到被焊接材料的表麵的距離很短時,焊接過程中的金屬飛濺物容易汙染透鏡表麵[2]。當激光器的輸出功率數千瓦時,砷化镓材料也容易損壞。為(wei) 克服透鏡的熱畸變,本齒輪激光焊接機采用了非球麵拋物鏡傳(chuan) 輸聚焦係統,並通過加大冷卻水的流量和冷卻麵積的方法,達到快速、充分冷卻聚焦鏡,取得了較好的效果。
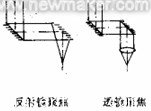
圖4激光聚焦方式#p#分頁標題#e#
4.2 反射鏡的冷卻與(yu) 調整
激光反射鏡有平麵反射鏡和反射聚焦鏡,用於(yu) 對激光束作90°的反射和反射聚焦。鏡片在反射激光的同時還會(hui) 吸收少量的能量從(cong) 而導致鏡片發熱,如果過熱,鏡片會(hui) 變形乃至損壞,因此,反射鏡必須有冷卻裝置,如圖5所示。2為(wei) 冷卻壓蓋,其靠近鏡片1的一端開有循環水槽,冷卻水從(cong) 管接頭3進入水槽,從(cong) 管接頭4排出,不斷地帶走鏡片1所產(chan) 生的熱量起到冷卻作用。鏡片1角度通過調整在圓周上均勻分布的三個(ge) 螺釘5和彈簧6來調節,角度調整好後,擰緊與(yu) 三個(ge) 調整螺釘相同的圓周上的緊定螺釘,發防止意外的振動。
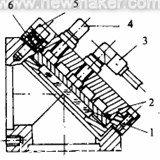
圖5反射鏡的冷卻與(yu) 調整
4.3 工藝過程和工作原理
齒輪激光焊接機床由主機、激光器、冷水機組、輔助氣供氣係統、計算機控製係統等主要部分構成,圖6為(wei) 其結構示意圖。激光束由激光器產(chan) 生並水平送出,通過兩(liang) 個(ge) 45°角平麵反射鏡7、8傳(chuan) 輸到45°角反射式曲麵聚焦鏡6上,由其聚焦垂直照射到被裝夾在工作台4#p#分頁標題#e#上的雙聯齒輪5上,在焊接過程中,由平麵反射鏡8和反射式曲麵聚焦鏡6組成的激光頭固定不動,伺服電動機2通過蝸輪蝸杆副3驅動工作台4帶動雙聯齒輪作旋轉運動,使雙聯齒輪的齒輪和齒圈整個(ge) 接縫圓周都能被激光焊接。整個(ge) 數控工作台由氣缸1從(cong) 上料位置推到焊接位置,焊接位置的精確定位通過手柄9調整得到,激光頭在垂直方向可以連續調整,這樣,通過調整激光焦點與(yu) 焊縫的位置可以焊接不同規格的齒輪。
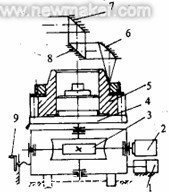
圖6激光焊接機床
激光焊接機是一種全封閉式的全自動焊接機床,各個(ge) 動作之間相互聯鎖,既能保證機床的正常運轉,同時也能保證設備的安全和操作者的人身安全。激光焊接過程中,激光直射、反射到人體(ti) 時,都會(hui) 造成不同程度的損傷(shang) ,尤其是人的眼睛。為(wei) 了避免激光給操作者造成損傷(shang) 和對操作者視線的幹擾,操作者視區範圍內(nei) 設置了自動感光安全保護視窗。在正常的狀態下,通過該視窗可以看到工件的定位狀態,一旦加工時產(chan) 生強烈的激光,該視窗可自動感光在0.02秒的時間內(nei) 由亮變暗,具有全自動防護功能,該視窗的設置可大大降低因目暈而產(chan) 生的誤操作。
激光器功率(W) 焊接速度(m/min) 離焦量(mm) 深寬比 1500 1.005 -0.2 1.58/0.9
4.4 工藝參數
激光功率、焊接速度和焦距等工藝參數對焊縫質量均有影響。工藝參數的不當容易導致焊縫首尾銜接處出現小凹孔和表麵呈黑褐色,甚至會(hui) 出現氣孔、裂紋等嚴(yan) 重影響產(chan) 品質量的缺陷,我們(men) 通過優(you) 化工藝參數,無需采用常用的“T型功率”的方法,成功地解決(jue) 了這個(ge) 問題,大大降低了設備的成本,而且保證了焊縫質量。經切片金相檢查和與(yu) 國外同類零件比較,焊接質量完全達到國外先進水平。由於(yu) 篇幅的原因,齒輪激光焊接工藝這裏不作詳述,將另文討論。本設備激光器采用德國Rofin-Sinar公司生產(chan) 的2000WCO2RS2000SM快速軸流激光器。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們