




三、控製係統的構成
由於(yu) 該項目遵從(cong) Integra標準,因此方案是嚴(yan) 格按照這個(ge) 標準執行。Integra標準是從(cong) 國外引入的比較先進的,針對汽車行業(ye) 開發的標準,它已經被成功應用於(yu) 德國梅賽德斯奔馳項目,得到了很高的評價(jia) 。BBDC項目首次將Integra標準引進中國,並發布了IntegraBBDC標準,它對控製結構、硬件畫圖、軟件開發、Safety技術、現場總線、係統接口、人機界麵、軟件庫和培訓流程進行了詳細的闡述,Integra標準的引入將大大推動中國汽車製造業(ye) 的發展。
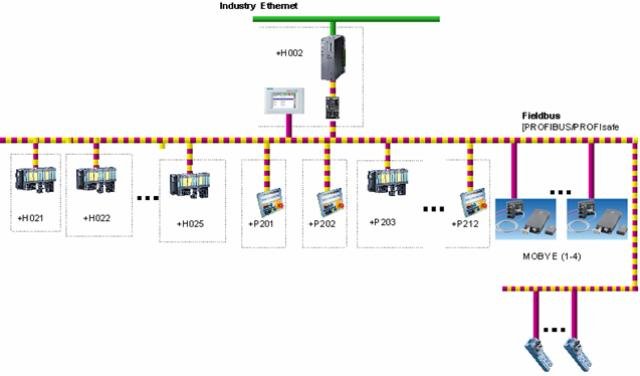
圖4 漆前緩存線電氣係統配置圖
由於(yu) 各係統硬件配置大致相同,隻是數量上的不同,我們(men) 就以圖4所示的漆前緩存電氣係統配置圖分析硬件選擇方案,從(cong) 硬件配置圖可以看出,監控級利用工業(ye) 以太網將控製層PLC獲得的數據傳(chuan) 送到上位監控計算機,這是由於(yu) 廠房麵積大,各個(ge) 控製係統分布廣泛決(jue) 定的,另外由於(yu) 整個(ge) 係統傳(chuan) 輸的數據量大(有一萬(wan) 多個(ge) 點),這就決(jue) 定了工業(ye) 以太網是最佳選擇。而且為(wei) 了保證生產(chan) 的可靠性,係統中的PLC選用的是CPU416F-2DP,同時采用了部分safety模塊,這樣就提高了係統的可靠性。現場選擇一個(ge) 觸摸屏是為(wei) 了可以在現場的控製櫃上實時的查看各個(ge) 點的狀態和CPU的信息,還可以診斷Profibus總線的通訊狀態,這是為(wei) 了方便現場人員調試,也給後期維護帶來便利。CPU下麵接了一個(ge) 中繼器,主要是起到診斷網絡和信號放大的作用,可以實時的監控通訊狀態,如有問題可以及時的發現處理。另外由於(yu) 每個(ge) 子係統既獨立控製,又相互聯係。所有選用DP-Coupler來進行不同CPU之間的數據交換。對有本地啟停設備的地方選擇PP17麵板,這種方案比使用觸摸屏控製更加可靠,而且也更容易適應現場惡劣的環境。對於(yu) 是否選擇變頻器MASTERDRIVE,主要是根據工藝的要求選擇的電機,如果電機是非變頻的可以選擇馬達啟動器來啟動電機。而對於(yu) 現場一些特殊點的不能通過控製櫃中的模板采集的,可選擇ET200eco來進行現場采集而無需放在控製櫃裏,滑撬係統使用MOBY E進行車身的識別。圖5即為(wei) 總裝係統的主監控畫麵,從(cong) 圖中各工位的顏色可以清楚的看出各個(ge) 工位以及整個(ge) 係統的工作情況
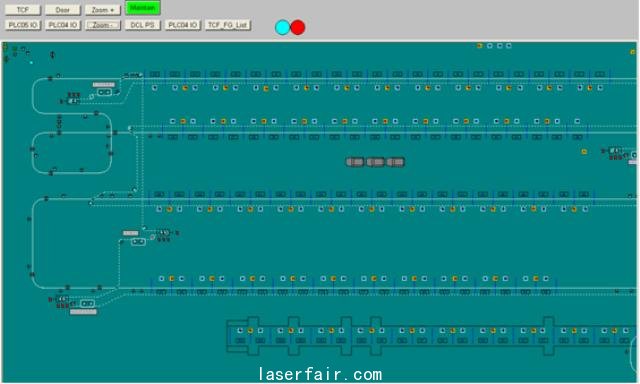
圖5 總裝係統主監控畫麵
對采集數據和監控生產(chan) 的上位機,采用了服務器-客戶機的模式,如圖6所示,共有2台服務器和5台客戶機,2台服務器互為(wei) 冗餘(yu) ,選用的HP ProLiant DL服務器,安裝了Windows2003 server standard版操作係統,WinCC安裝的是6.0 SP4版本。5台客戶機選用的是工業(ye) 控製計算機,安裝了Windows2000英文版操作係統,WinCC版本和服務器一樣。選擇這種方案主要是基於(yu) 三方麵的考慮。①可靠性高:互為(wei) 冗餘(yu) 的服務器進行數據的定時同步,保證了數據的一致性和可靠性;②開發周期短:這種模式隻需開發一個(ge) 服務器的程序即可,兩(liang) 台服務器互為(wei) 備份程序完全一樣,而客戶端的PC無需編寫(xie) 程序,隻需通過工業(ye) 以太網來訪問服務器的程序即可,開發難度小而且周期短;③成本低:由於(yu) 本項目通訊點多,采用其它方式購買(mai) 授權的費用相對較高,這種模式客戶機端隻需128點的授權費用,這樣總體(ti) 費用大大降低。
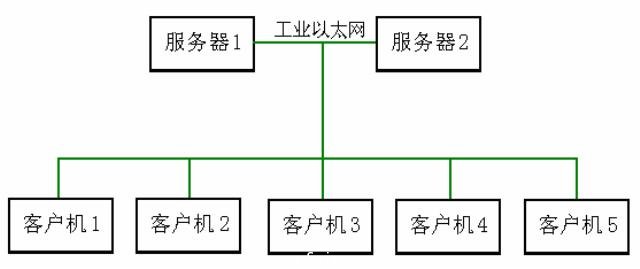
圖6 上位監控係統配置圖
四、控製係統完成的功能
雖然本項目龐大,通訊點很多,但是各個(ge) 子係統設備很大部分是相同,也具有一樣的控製要求,因此我們(men) 將整個(ge) 項目按照設備劃分成的不同的功能組,這樣可以增大一次開發的利用率,避免了重複開發,節省時間和成本。
1.升降機的控製

圖7 升降機控製係統
如圖7所示,升降機在高位時,電動鎖緊器鎖緊到位,升降機上滾床無撬體(ti) ,上層滾床有撬體(ti) 等待,撬體(ti) 經確認與(yu) EMS上的電動小車所帶車體(ti) 相一致,上層滾床高速把撬體(ti) 送到升降機的滾床上,經變速開關(guan) 變為(wei) 低速,行走至占位開關(guan) 停止。電動定位器關(guan) 閉到位,電動鎖緊器鬆開到位,收到EMS空中自行電動小車允許接車信號,升降機低速升到接車位,待收到EMS空中自行電動小車允許升降機下降信號後,升降機高速下降至變速開關(guan) 變為(wei) 低速,低速下降到到位開關(guan) 停止。電動定位器打開到位,待條件允許,升降機上滾床高速把撬體(ti) 送到板式鏈的滾床。升降機高速上升至變速開關(guan) 變為(wei) 低速,低速上升到到位開關(guan) 停止,執行完一次循環。
2.舉(ju) 升台的控製
舉(ju) 升台在高位,下層滾床無撬體(ti) 占位,上滾床高速把撬體(ti) 送到下層滾床,經變速開關(guan) 變為(wei) 低速,行走至占位開關(guan) 停止;舉(ju) 升台在高位,下層滾床占位停止,電動定位器關(guan) 閉到位,車體(ti) 檢測開關(guan) 檢測撬體(ti) 上無車體(ti) ,發出允許塗裝送車信號,當車體(ti) 檢測開關(guan) 檢測撬體(ti) 上有車體(ti) ,收到塗裝送車完畢信號,前麵允許送車,即舉(ju) 升台在低位,停止器再關(guan) 閉到位,舉(ju) 升台在下降到位。撬體(ti) 被鏈式移行機送到停止器,占位開關(guan) 同時占位,舉(ju) 升台把撬體(ti) 舉(ju) 升高位,同時舉(ju) 升台舉(ju) 升到高位,下層滾床等待接撬體(ti) ,執行完一次循環。
3.總裝門線升降機、停止器、推車機的控製
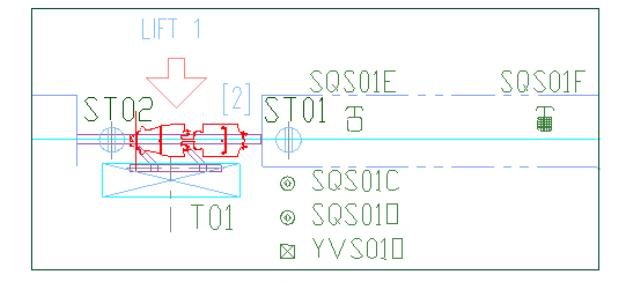
圖8 升降機、停止器和推車機的控製
如圖8所示,停止器ST01占位,停止器ST02沒占位,1#升降機在高位,停止器ST02占位與(yu) ST01占位之間沒有移動的吊具,停止器ST01打開到位,推車機T01由慢-快-慢把吊具推至ST02占位,停止器ST02占位延時1秒,推車機T01由慢-快-慢退回到位,1#升降機由慢-快-慢下降到位,等裝完車門,經工位工人確認後,1#升降機由慢-快-慢上升到位,停止器ST02前麵允許進車,停止器ST01與(yu) ST02同時打開到位,推車機T01由慢-快-慢把吊具從(cong) ST02推出,把吊具從(cong) ST01推至ST02占位,停止器ST02占位延時1秒,推車機T01由慢-快-慢退回到位,1#升降機下降,執行完一次循環。應注意的是:升降機不在上升到位,停止器ST01/ST02必須在關(guan) 閉到位,推車機必須在後退到位,否則立即停線。#p#分頁標題#e#
升降機的自動控製是項目中的難點,主要是因為(wei) 升降機的自動控製如果故障就有可能將設備以及車體(ti) 損壞,對一次調試成功的要求很高。升降機雖然有硬件保護措施,需要特定條件,比如升降機隻有在失電後,抱閘將會(hui) 抱死,因此對於(yu) 升降機控製程序的編寫(xie) 需要反複修改,模擬試驗,才能保證調試中的萬(wan) 無一失,不會(hui) 出安全事故。
五、總結與(yu) 評價(jia)
該項目於(yu) 2006年4月份進廠調試,7月份調試結束。通過對廠方操作員工進行相應的培訓,熟練掌握了操作技能後,他們(men) 給出了很好的評價(jia) :
1.該項目提高了生產(chan) 效率和管理質量,顯著提高了工藝水平,改善了生產(chan) 環境,減輕了勞動強度,增加了企業(ye) 的效益。
2.提高了生產(chan) 的安全性,減少了事故的發生,由於(yu) 該項目方案中對生產(chan) 安全相當重視,設有很多急停按鈕,在編寫(xie) 程序中,對重要設備有多重保護,從(cong) 而保證了設備、人身的安全。
3.加大了設備可靠性,safety模塊的使用對設備的輸入輸出點都是雙重對比的,保證每個(ge) 點的信號都是真實可靠,設備的故障率降低了,生產(chan) 的安全性就提高了。
六、應用體(ti) 會(hui)
1.Integra標準的應用極大的提高了效率,它規定了從(cong) 畫圖、硬件、軟件和培訓。這就保證了工程進度不會(hui) 因為(wei) 人員的調整而影響,而且這種標準也比較適用大的項目,這樣可以將項目細化,大家分工合作,因為(wei) 所有的工作都是遵從(cong) 標準,內(nei) 容格式以及應用符號都是通用的,BBDC能在很短的時間完成開發調試,很大的部分歸功於(yu) IntegraBBDC標準的應用。
2.自動化編程,由於(yu) 該項目信號點多,WinCC程序的開發工作量大,而且有很多還是重複的工作,這種情況下,使用Excel表格將一些變量信息以及對象的屬性編輯,通過WinCC中的VBA功能編程實現編輯大量的畫麵和對象,大大的提高了工作效率,而且將一些重要信息備份,也便於(yu) 後期的維護。
3.Safety技術的應用,極大的提高了整個(ge) 係統的可靠性,Safety模塊保證了輸入輸出信號的可靠性,設備的安全性提高了,控製係統性能相應的改善了。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們