




1 引言
本項目實施於(yu) 上汽集團在國內(nei) 的生產(chan) 基地。該生產(chan) 基地主要從(cong) 事乘用車、商用車的生產(chan) ,本項目控製係統的主要功能是實現焊接生產(chan) 線中主線和合裝工位的自動控製,以及與(yu) 其他工位的聯鎖控製。
2 項目設計
2.1 汽車製造工藝流程
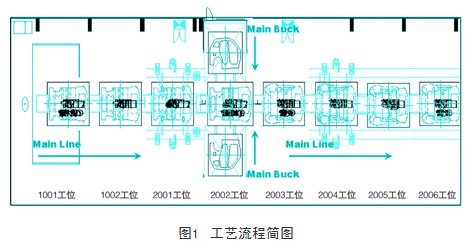
汽車的生產(chan) 製造由四大工序組成:衝(chong) 壓、焊接、塗裝和總裝。簡單來說,衝(chong) 壓工序是完成車身各個(ge) 部位零部件的加工;焊接工序是完成整個(ge) 車身零部件的焊接;塗裝工序是完成車身的噴塗;總裝工序是完成發動機、座椅、汽車控製係統及內(nei) 飾等的安裝。主線和合裝工位屬於(yu) 焊接工序,是焊接生產(chan) 線的重要組成部分。本係統由夾具和電控係統組成。項目簡要工藝流程如圖1所示。
2.2 自動化裝配工位
(1) under body 1001 stn焊接夾具工位;
(2) under body 1002 stn焊接夾具工位;
(3) main line 2001 stn焊接夾具工位;
(4) main line 2002 stn 焊接夾具工位;
(5) main line 2003 stn 焊接夾具工位;
(6) main buck 合裝 焊接夾具工位;
(7) main line 2004 stn 焊接夾具工位;
(8) main line 2005 stn 焊接夾具工位;
(9) main line 2006 stn 焊接夾具工位;
(10) shutter工位(車身總成搬送機構)。
2.3 電控係統設計
電控係統完成的主要自動化裝配功能是:汽車地板、發動機艙、頂艙和左右側(ce) 圍的焊接,以及與(yu) 其他焊接工位的聯鎖控製。
電控係統由控製係統和生產(chan) 現場兩(liang) 個(ge) 部分組成。控製係統集中安裝在主控製櫃內(nei) 。主控製櫃內(nei) 安裝生產(chan) 線plc控製器及i/o模塊、變頻調速器、信號端子排、電源單元和其他附屬器件。係統還配有操作麵板和觸摸屏,用於(yu) 電控係統的運行操作和運行狀態及故障顯示。
控製係統主要完成生產(chan) 現場各種數據的實時采集及監控,並按焊裝線的操作時序向生產(chan) 現場執行機構發出控製指令。生產(chan) 現場部分由各個(ge) 工位上的按鈕台,現場采集模塊et200eco、現場信號傳(chuan) 感器(行程開關(guan) )、驅動元件(電磁閥)、一套往複杆機構電機等組成。這一部分向控製係統提供操作人員的操作信號和各種現場設備的運行狀態信號,同時接收來之控製係統的各種控製指令來驅動電磁閥、電機等執行機構。各個(ge) 工位的傳(chuan) 感器信號電纜和驅動元件的控製電纜集中到附近的i/o采集模塊中,再通過profitbus總線同主控製櫃plc相連。生產(chan) 車間如圖2所示。
2.4 分布式自動化平台
數字i/o點多而且比較分散,對電氣故障安全性能要求高是汽車生產(chan) 行業(ye) 的特點,針對具體(ti) 的工藝控製要求,我們(men) 提出了一套低成本、結構緊湊、配置靈活、高安全性能的控製係統。經過認真調研和周密思考,最終選擇西門子s7-300plc作為(wei) 控製係統。本係統選用cpu315-2dp作主控製器,總線采用profibus通訊。現場操作台控製采用et200s擴展。現場各個(ge) 工位的傳(chuan) 感器信號和電磁閥控製采用分布式i/o et200eco模塊。傳(chuan) 送電機控製部分采用了simens的micromaster 440變頻器,plc通過總線通訊控製電機的運行速度及運轉方向。還有兩(liang) 套西門子的人機界麵,采用的是mp270b。它們(men) 與(yu) plc都是通過profibus進行通訊的。最終選定西門子的主要硬件配置如附表所示。

轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們