




3 控製係統設計
3.1 西門子s7-300
plc是控製係統的核心,控製的性能,適用性,可靠性和性價(jia) 比是選型的依據。本係統的控製要求高穩定,高指令處理速度控製。並且要求安裝簡單、維護方便、擴展靈活、組網方便。基於(yu) 西門子s7-300plc具有如下特點:
(1) 模塊化微型plc係統及功能模塊,滿足中、小規模的性能要求;
(2) din標準導軌安裝,安裝簡單,布置靈活;
(3) 簡單實用的分布式結構和多界麵網絡能力,應用靈活多變;
(4) 0.6~0.1μs高速的指令處理,功能豐(feng) 富的模塊可以非常好地滿足和適應自動化控製任務;
(5)編程軟件step7,結構化程序開發思想,多種編程語言選擇,編程靈活,高效。組態軟件wincc,功能強大,畫麵豐(feng) 富,使用方便。完全可以實現本係統的控製功能。
人機界麵的選擇,選用的是西門子的mp270b(規格:10.4“ 640*480 256色),特點是可靠性高,組網方便,大屏幕,組態畫麵豐(feng) 富,功能強大,從(cong) 操作性,易用性,友好性上可以完全滿足用戶的要求。人機界麵主畫麵如圖3所示。

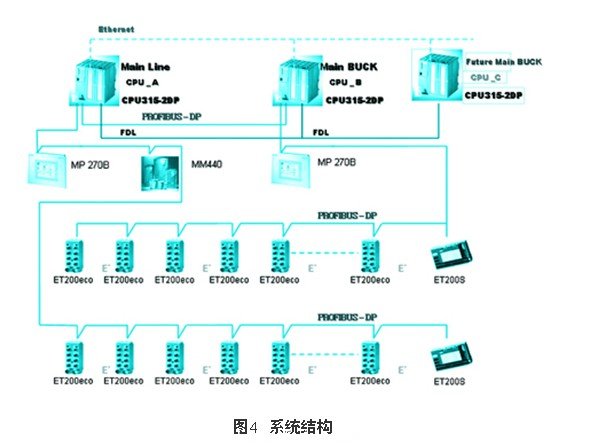
經過縝密思考,最終我們(men) 選用了西門子s7-300plc,考慮到係統的擴展以及與(yu) 其它廠家西門子係統的互聯,係統的通訊都采用了profibus,互連采用工業(ye) 以太網,cpu選用的是315-2dp,通訊模塊用的是cp343-1 lean和cp342-5。係統的硬件配置及係統結構如圖4所示。
3.2 分布式裝配線自動化係統
分布式i/o的選擇,主要是根據汽車生產(chan) 行業(ye) 數字i/o點多而且比較分散,對電氣故障安全性能要求高的特點,以安裝簡單,擴展靈活,結構緊湊,防護等級高,故障安全性能高為(wei) 選型依據。係統選用的是西門子的et200s和et200eco分布式i/0。et200s是一種位-模塊式的分布式i/o係統,它集成了siguard安全技術,精確模塊化的麵向功能的站結構,集成了profibus-dp連接的接口模塊,可以在運行中更換使用著的模塊,結構緊湊,安裝簡便,靈活性大,以及運行費用較低等特點。et200eco是西門子經濟型的ip65/67的分布式i/o係統,它由profibus接口模塊,m12或ecofast連接件,現場i/o的端子模塊組成。
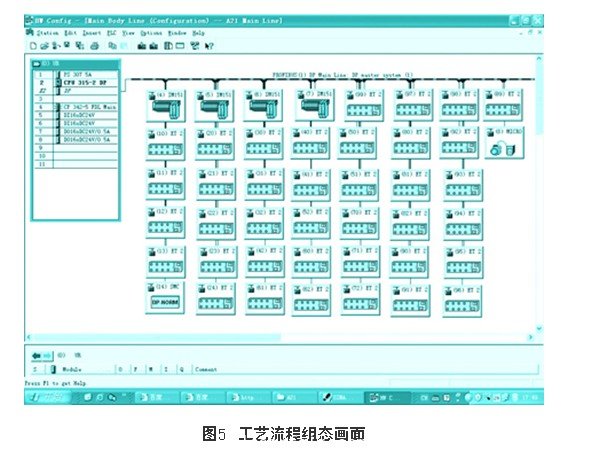
et200eco具有緊湊型、一體(ti) 化的設計,高達p67的防護等級,采用了端子模塊和接口模塊分離的設計,端子模塊上所有的i/o通道都支持短路保護和過載保護。同時支持通過profibus網絡進行遠程診斷等特點。硬件組態畫麵如圖5所示。
3.3 控製係統功能設計
本係統允許操作者以兩(liang) 種方式進行操作——手動方式和自動方式。設備啟動前應確保plc模塊接線正確,電纜聯接正確,並且cpu模塊處於(yu) run狀態。設備啟動(自動方式),將各主控製櫃的“自動/手動”轉換開關(guan) 置於(yu) “自動”位置。按主控製櫃上的運轉準備按鈕,當主控櫃上的“運轉準備”指示燈點亮後按主控製櫃上的自動啟動按鈕,當主控櫃上的“自動啟動”指示燈點亮後,設備啟動(自動方式)完成。
(1)手動控製:在手動方式下,由操作者在運行條件允許的情況下,手動控製設備的每一個(ge) 動作。將主控製櫃上的“自動/手動”轉換開關(guan) 置於(yu) “手動”位置。在“手動”控製狀態,1001stn、1002stn和輸送機構可通過觸摸屏操作。2001-2006stn操作者可以通過操作台上的按鈕來操作本工位的動作。在手動控製方式下,當滿足以下條件時,可通過按鈕來控製夾具動作。
(2)自動控製:在自動方式下,由操作者啟動設備的自動控製程序,由係統自動控製設備的運行。將主控製櫃與(yu) 各工位上的“自動/手動”轉換開關(guan) 均置於(yu) “自動”位置後按住“自動啟動”按鈕約三秒鍾,係統進入自動狀態,此時若將某工位操作台上的“自動/手動”轉換開關(guan) 置於(yu) “手動”位置,係統即停止自動運行。在自動控製方式下1001、1002工位上件後可通過工位旁的按鈕操作相應夾具動作,其餘(yu) 工位地板夾具當車體(ti) 放好後夾具自動夾緊。每個(ge) 焊接完成後分別按鈕該工位兩(liang) 側(ce) 的兩(liang) 個(ge) 完成按鈕後夾具會(hui) 自動打開,頂升氣缸自動將車體(ti) 升起,待所有工位工作完成車體(ti) 全部頂起後輸送機構自動前進將車體(ti) 整體(ti) 向前移動一個(ge) 工位。
(3)cpu故障:當cpu的sf指示燈點亮時,則cpu存在硬件或軟件故障。當cpu出現不可處理故障時,cpu轉入stop(停止)狀態,設備不能運行。cpu故障的處理:關(guan) 閉cpu電源,再重新上電;如故障仍然存在,則關(guan) 閉cpu電源;接通cpu電源;執行複位cpu寄存器操作;如故障仍存在,則cpu存在硬件故障,更換cpu模塊;重新下裝plc控製程序;將cpu的運行模式置於(yu) 運行模式。
(4)直流電源保護:當為(wei) plc的數字量模塊端子提供電源的24v直流電源輸出端出現短路情況時,直流電源可能進入保護狀態。此時直流電源輸出端電壓急劇降低,無法驅動係統的輸入/輸出設備。當出現直流電源保護時,需將直流電源輸入端斷開後再重新接通,係統即恢複正常。
(5)急停報警:觸發:當按下主按控製櫃或任意工位操作麵板或按鈕台上的急停按鈕時,將觸發急停報警;影響:當急停報警觸發後,所有工位及主控製櫃急停報警燈亮,主控櫃報警聲音輸出,觸摸屏顯示相應報警工位。報警將停止整條生產(chan) 線設備的運行;複位:將各急停按鈕恢複正常狀態,並按下主控製櫃或任意工位操作麵板上的“故障複位”按鈕,則急停報警信號被清除。
(6)壓力報警:觸發:在1001、2001、2003、2005工位左側(ce) 有個(ge) 壓力檢測開關(guan) ,用來檢測氣壓的大小。當無氣壓或氣壓過小時,則壓力檢測開關(guan) 發送信號,觸發壓力報警。觸摸屏上壓力故障指示燈亮;影響:觸摸屏顯示報警,主控櫃報警聲音輸出。報警將停止整條生產(chan) 線設備的運行;複位:壓力狀態恢複正常後,按主控櫃或任意工位操作麵板上的“故障複位”按鈕,壓力報警信號自動被清除,按啟動順序重新啟動設備運行;
(7)限位開關(guan) 和電磁閥故障報警:觸發:當控製夾具動作的電磁閥接通時間超過夾具動作所需的時間,而夾具動作到位的限位開關(guan) 信號未返回時,或者當檢測夾具開、關(guan) 的限位開關(guan) 信號同時存在時,觸發限位故障報警,相應工位ls故障指示燈點亮;影響:限位開關(guan) 故障報警將暫停相關(guan) 工位的設備的動作;原因:氣壓過低導致夾具動作未到位。夾具與(yu) 工件間的位置偏差導致夾具動作未到位。plc到電磁閥的控製線路故障導致電磁閥未動作。電磁閥故障導致電磁閥未動作。複位:當故障解決(jue) 後按主控櫃或任意操作台“故障複位”按鈕,報警狀態清除。
(8)傳(chuan) 送電機報警:觸發:當傳(chuan) 送電機過載,觸發變頻器報警;處理:傳(chuan) 送電機報警將禁止shtl的動作;複位:當過載保護信號及變頻器故障信號均消失後,按下主控製櫃上的複位按鈕,傳(chuan) 送電機報警被清除。#p#分頁標題#e#
(9)車體(ti) 落位異常故障:觸發:在設備的每個(ge) 工位有兩(liang) 個(ge) 接近開關(guan) ,用來檢測車體(ti) 落位情況。車體(ti) 落位共三種狀態:車體(ti) 落位正常、車體(ti) 落位異常、無工件。當一個(ge) 接近開關(guan) 感應到信號而另一個(ge) 接近開關(guan) 沒感應到信號這種狀態達到三秒示為(wei) 車體(ti) 落位異常,該工位車體(ti) 落位異常故障指示燈亮;影響:該工位車體(ti) 落位異常故障指示燈亮。該工位動作將停止運行;複位:車體(ti) 落位狀態恢複正常後,按主控櫃或任意工位操作麵板上的“故障複位”按鈕,車體(ti) 落位異常報警信號自動被清除,按啟動順序重新啟動設備運行。
4 結束語
目前,本項目正處在試運行階段,係統運行穩定、可靠。程序功能強大,畫麵操作友好、靈活、方便。獲得該公司領導和技術人員的一致好評,深得現場操作人員的喜愛。據悉,等項目完全運行之後,該公司準備上二期工程。通過項目的實施和調試,對西門子的控製係統有了更深層次的把握,對西門子分布式i/o的應用有了更深的認識。
(1) 西門子的控製係統功能強大,模塊豐(feng) 富,組態靈活,擴展方便。
(2)西門子的編程軟件step7,結構化程序開發思想,多種編程語言選擇,編程靈活,高效。組態軟件wincc,功能強大,畫麵豐(feng) 富,使用方便。
(3)本係統的優(you) 點在於(yu) 采用了profibus通訊和分布式i/o控製的結構模式,不但大大節省了控製線纜,而且充分發揮了西門子控製係統的優(you) 勢,提高了係統的穩定性和可靠性。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們