




驅動橋是卡車最重要的零部件之一,車橋質量的好壞直接決(jue) 定著卡車的使用是否安全。目前,卡車的驅動橋主要有兩(liang) 種生產(chan) 工藝:一是鑄造車橋、采用鑄造工藝。這種生產(chan) 工藝的相對成本較高,存在鑄造缺陷、精度差、成材率低及後續機械加工較多等缺點。另一種是焊接車橋,焊接車橋最重要的焊接部位是橋殼總成與(yu) 軸頭之間的焊接,它的焊接質量直接決(jue) 定著車橋質量的好壞。國內(nei) 現在以摩擦焊接為(wei) 主。
重卡焊接驅動車橋結構
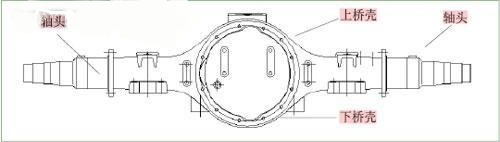
重卡驅動橋采用中碳低合金鋼,如30Mn2,焊接性能較好。重卡驅動橋結構上一般由上橋殼、下橋殼、軸頭和其他小件等通過焊接而成。焊接生產(chan) 工藝流程一般為(wei) :上、下橋殼點定焊接→割琵琶孔、缺口→校直→鏜琵琶孔及兩(liang) 平麵→鑽通氣孔及放油孔→焊加強圈→焊後蓋→鏜車兩(liang) 端內(nei) 孔外圓及端麵→軸頭摩擦焊接→校直→焊固定環、墊壓板等小件→總成校直、檢驗→送機械加工車間。驅動橋的種類很多,外形結構各不相同,焊接生產(chan) 工藝可能也是不一樣的。實際生產(chan) 中,一般根據需要靈活增減生產(chan) 工藝環節。圖1是國內(nei) 某重卡驅動橋,質量約為(wei) 250kg,長度約為(wei) 2000mm。
其中,橋殼與(yu) 軸頭的焊接是焊接車橋生產(chan) 工藝中最重要的生產(chan) 工藝環節,它質量的好壞、精度的高低直接決(jue) 定著車橋的質量,卡車的使用安全程度。
車橋軸頭摩擦焊接設備
摩擦焊是利用工件端麵相對旋轉運動中相互摩擦所產(chan) 生的熱,使端部達到熱塑性狀態,然後迅速頂鍛,完成焊接的一種壓焊方法。在摩擦焊的加熱過程中,由於(yu) 兩(liang) 個(ge) 結合麵的相對旋轉速度很高,同時又處在較大的軸向壓力的作用下,致使凸凹不平相互壓入的表麵迅速產(chan) 生塑性變形和機械挖掘、咬接現象。通過塑性變形,破壞了結合麵的氧化膜和金屬晶粒,並形成了一個(ge) 高速摩擦塑性變形層。這個(ge) 金屬質點相對滑移速度很高的變形層,就是將機械功變成熱能的發熱層,也是摩擦焊的熱源。
軸頭摩擦焊接過程
軸頭摩擦焊接時,先將兩(liang) 端麵鏜平整的橋殼和軸頭裝卡到位,然後開始摩擦焊接,其過程大致可以分為(wei) 六步。
第一步,工件焊前測量。將裝卡好的軸頭、橋殼焊接端麵接觸一下,測量工件的相對位置和計算頂鍛量。
第二步,一級摩擦。橋殼固定不作旋轉運動,主電動機推進,高速旋轉軸頭靠近、接觸橋殼端麵,此時施加壓力較小,摩擦產(chan) 生的熱量小,工件發熱少,隻有接觸麵線狀紅熱,基本沒有軟化材料被擠出焊接端麵。
第三步,二級摩擦。主電機進一步推進,增大頂鍛壓力,軸頭高速旋轉,在軸頭與(yu) 橋殼之間產(chan) 生大量的熱量,軸頭與(yu) 橋殼焊接端麵出現更大麵積紅熱,有少量紅熱的軟化材料被擠出,可以起到密封作用,讓焊接端麵紅熱的母材不被氧化。
第四步,維持二級摩擦。隨著摩擦時間的增加,軸頭與(yu) 橋殼焊接端麵出現更大麵積紅熱,有更多紅熱的軟化母材被擠出,密封作用加強,讓焊接端麵紅熱的材料不被氧化,更加潔淨。
第五步,隨著摩擦時間的增加,更多材料被紅熱軟化,在摩擦壓力作用下,有大量軸頭與(yu) 橋殼摩擦麵紅熱軟化材料被擠出,使焊接端麵紅熱的材料完全潔淨,不被氧化。
第六步,頂鍛焊接。高速旋轉的軸頭停車,軸頭向橋殼快速靠近,施加120kN左右的頂鍛力,使處於(yu) 超熱塑性的軸頭和橋殼端麵達到原子間結合而焊接。
從(cong) 第一步到第六步,整個(ge) 過程大約需90s完成。
摩擦焊接完成後,需要把焊接麵周圍的飛邊切除。這時頂鍛電動機退回,兩(liang) 半圓切邊刀具靠近軸頭與(yu) 橋殼焊接端麵;頂鍛電動機啟動,施加切邊壓力,剪切飛邊。將焊後的車橋卸載到輸送輥床上,圖3是兩(liang) 軸頭焊接好的車橋。
摩擦焊特點
摩擦焊接車橋軸頭主要有以下特點:
1. 摩擦焊縫質量好
摩擦焊縫外觀非常美觀。摩擦焊接過程中軸頭和橋殼金屬原子相互嵌入和擴算,在頂鍛力的作用下,形成鍛造組織。焊縫沒有夾雜、氣孔、未焊透和裂紋等缺陷,故焊縫質量及力學性能都優(you) 於(yu) 母材,且焊後不需要熱處理。
2. 生產(chan) 節拍高
雙頭摩擦焊機最快生產(chan) 節拍可以達到130~150s,即24~28JPH,純焊接時間可以控製在90s以內(nei) 。
3.設備質量可靠、維護少,易於(yu) 實現全自動化
4.環保節能
和弧焊及電子束焊相比較,不需要焊絲(si) 、保護氣體(ti) 、不產(chan) 生煙塵和抽真空,且能耗低。
5.能適用多種車橋的焊接
#p#分頁標題#e#隻需要根據車橋的種類更換橋殼和軸頭的夾持器就可以實現,方便靈活。
6.占地麵積較大
一次投資大,適合年產(chan) 5萬(wan) 根以上焊接車橋的項目。
由於(yu) 摩擦焊接具有以上特點,加上人們(men) 對其的認識不斷加深,隨著汽車工業(ye) 井噴式的發展,在最近設計的車橋項目中摩擦焊機大有取代傳(chuan) 統弧焊和電子束焊的趨勢。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們