




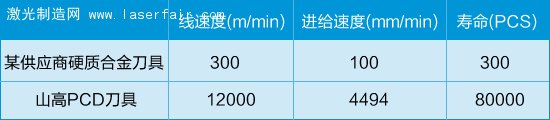
表1
2013年,中國的汽車產(chan) 量實現了較快的增長。中國的汽車需求持續增長,更多的國外汽車廠商已經或正在將生產(chan) 轉移到了中國。但同時汽車產(chan) 能的過剩問題一直存在,隨著投資的加大,進一步加劇了國內(nei) 汽車製造商的成本競爭(zheng) 。目前,整車裝配與(yu) 零部件企業(ye) 之間呈現分離趨勢,汽車公司也早已實行全球采購。傳(chuan) 統的一個(ge) 車型獨享一係列零部件的生產(chan) 方式,已不能滿足當前汽車產(chan) 業(ye) 發展的需要。這也就推動了汽車製造商係統化配套、模塊化供貨,同時大批量的零件生產(chan) ,也促使零件供應商要降低加工成本。
在汽車工業(ye) 的零部件加工中,山高聚焦在發動機的缸蓋、缸體(ti) 、連杆、凸輪軸以及曲軸的加工。其中針對發動機缸蓋零件的加工,對於(yu) 鑄鐵和鋁合金的材料,山高刀具分別研發並推出了一係列的CBN及PCD刀具,提高零件的加工效率與(yu) 刀具壽命。
以加工鋁合金缸蓋火花塞的一把複合擴鉸刀為(wei) 例,汽車零部件的生產(chan) 企業(ye) 過去一直使用的是某供應商的硬質合金的刀具,零件生產(chan) 過程中麵臨(lin) 著效率不高,成本過高。後經采用山高刀具提供的PCD刀具解決(jue) 方案,將加工效率提高了近40倍,壽命提高了3000%,詳細參數見表1所示。得到這樣的結果,客戶便逐漸開始形成使用高性能刀具來通過提高加工效率,達到降低成本的理念。

圖1
在通用銑削領域裏最具有經濟性的雙麵王麵銑刀(圖1所示),以其刀片的雙麵16個(ge) 切削刃,是麵銑領域的“大殺器”。在鑄鐵發動機缸體(ti) 的麵銑工序中,可適用於(yu) 粗銑、精銑(裝修光刃刀片),最大切深可達到6mm。刀具是山高為(wei) 國內(nei) 某知名汽車工業(ye) 客戶設計製造的線鏜刀,直接為(wei) 53mm,總長955mm,針對不同的材料,可使用硬質合金、PCD或CBN刀片。
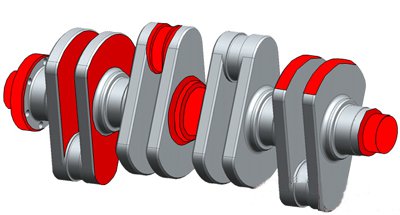
圖2 曲軸
汽車的曲軸(見圖2)一向都是刀具消耗量大的零件,也正因為(wei) 如此,曲軸加工的刀具成本是每一個(ge) 製造商嚴(yan) 格控製的。大部分客戶使用的曲軸銑刀盤都是整體(ti) 式的,如果加工中出現排屑問題,刀盤很容易損傷(shang) 並造成報廢。我們(men) 山高除了提供曲軸加工的刀片之外,還提供各種模塊化(見圖3)或刀夾式的曲軸銑削刀盤。這樣也就避免和保護了整個(ge) 的刀盤,如果出現損傷(shang) ,隻需要更換相應的模塊或刀夾便可。
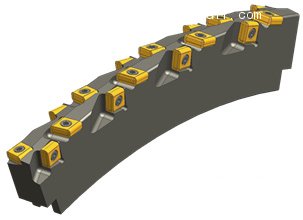
圖3 模塊化刀夾
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們