





圖1 PCD超硬刀具

圖2 麵銑刀 2 數控麵銑刀和整體(ti) 硬質合金刀具在缸體(ti) 加工中的應用
- 麵銑刀在汽車缸體(ti) 上的應用
- 整體(ti) 硬質合金複合刀具在汽車製造中的應用
- 在現代汽車工業(ye) 中,平麵銑削應用極為(wei) 普遍。為(wei) 適應汽車工業(ye) 的需要,工具製造廠商推出了銑削鑄鐵及矽鋁合金材料的銑刀和刀片係列。這此刀具、刀片使得加工效率和零件表麵質量都得到大輻度的提高。缸體(ti) 是發動機的關(guan) 進零件之一,其材料有鑄鐵和矽鋁合金兩(liang) 種,不同的材料其加工性能各不相同,比如在加工灰鑄鐵、球墨鑄鐵和高密度球墨鑄鐵時,這些鑄鐵都有不同的加工特性,其中灰鑄鐵含有網狀硬組織,表現為(wei) 脆性,加工時,刀具易產(chan) 生崩刃;球墨鑄鐵和高密度球墨鑄鐵有一定塑性,可產(chan) 生鐵屑,但刀具切出時,工件也會(hui) 產(chan) 生翻邊,導致刀尖損壞,同樣的工件鑄造過程不同,其加工性能也不同。針對不同的材料,不同的加工條件,工具製造商推出了相應的專(zhuan) 用刀片係列,在汽車發動機的加工中發揮了極其重要的作用。
成功案例:- 客戶單位:某汽車發動機製造廠;
- 零件名稱:發動機缸蓋;
- 零件材料:QT450 HB230
- 加工設備:立式加工中心,濕式加工;
- 加工內(nei) 容:粗銑發動機缸蓋頂麵;
- 切削參數:Vc=200m/min,f=0.5mm/r,ap=2mm
- 實驗結果:我公司加工零件數80件/刃;競爭(zheng) 對手加工零件為(wei) 5O件/刃。性能上略勝一籌,我公司性價(jia) 比高,得到了客戶的認同。
- 各工具製造商在孔加工精度和加工效率方麵各有優(you) 勢,為(wei) 了適應汽車行業(ye) 對刀具的需求,他們(men) 在刀具的材料、刀具的結構設計和塗層方麵都作了深入的研究,尤其是在加工鋁合金等有色金屬時,目前已經開發出了金剛石塗層硬質合金鑽頭、DLC塗層硬質合金鑽頭或帶金剛石燒結體(ti) 刀齒的鑽頭,這大大提高了刀具的使用壽命和被加工件的尺寸精度。
切削案例- 鑽頭規格:Ø12
- 被切削材料:42CrMo,硬度HB250~300
- 機床:DECKEL MAHO GmbH公司DMU70V高速加工中心
- 切削速度:Vc=75m/min,每轉進給量:fr=0.25mm/r,(轉速n=1990r/min,進給速度Vf=497.5mm/min)
- 鑽孔深度:L=30mm
- 鑽頭壽命:鑽孔數量2988個(ge) ,總切深89.4m
- 總之,鑽頭的切削條件總的趨勢是高速化,隨著被加工材料的不同,切削速度已可分別達到200~300m/min。高速鑽頭切削是一種高速大進給量的發展趨勢,類似球頭立銑刀切削條件的發展趨勢。切削實踐表明,提高切削速度有利於(yu) 切屑形態的合理化和改善加工表麵的粗糙度,預計今後仍將沿著高速切削的方向發展;提高進給量對斷屑排屑和延長刀具壽命非常有利.因此,今後也仍將沿著大進給的方向不斷發展。#p#分頁標題#e#
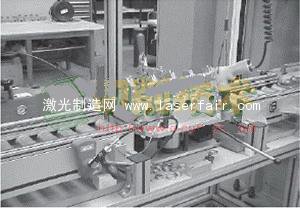
圖3 發動機生產(chan) 線
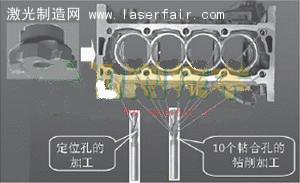
圖4 定位孔的加工
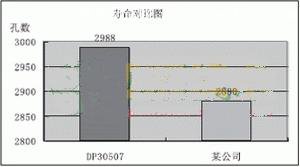
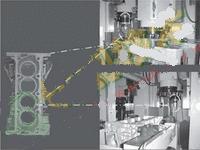
圖5 貼合麵的加工
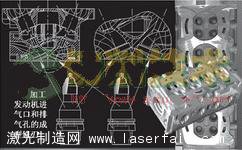
圖6 進氣口排氣口加工
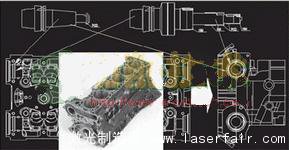
圖7 複合刀具的應用

圖8 曲軸的加工
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們