




汽車製造主要有四大工藝:衝(chong) 壓工藝、焊接工藝、塗裝工藝、總裝工藝。下麵就分別來說一下每個(ge) 工藝的特點。

衝(chong) 壓工藝
衝(chong) 壓就是將薄鋼板按照模具的樣子加工成各種複雜衝(chong) 壓件的過程。車用鈑金件厚度一般都低於(yu) 3mm。

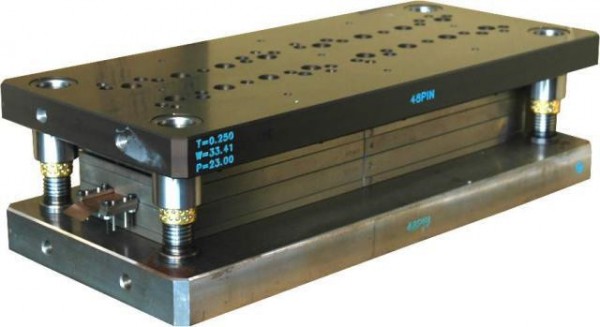
衝(chong) 壓工藝需要用到衝(chong) 壓模具和衝(chong) 壓設備,目前衝(chong) 壓設備以萬(wan) 能衝(chong) 壓機為(wei) 代表,已經屬於(yu) 通用化設備了,可以滿足各種鈑金件的衝(chong) 壓加工。

而衝(chong) 壓模具不一樣,每一個(ge) 衝(chong) 壓件都對應一個(ge) 衝(chong) 壓模具,都是專(zhuan) 用模具,而且衝(chong) 壓模具製造精度高,技術要求高,相應的成本也就比較高。
衝(chong) 壓工藝的優(you) 點:可以提高生產(chan) 效率,操作方便,容易實現自動化生產(chan) ;高精度的衝(chong) 壓模具能夠保證衝(chong) 壓件的精度和一致性,而且不會(hui) 破壞鈑金的表麵質量;加工範圍大,可加工各種複雜型麵的零件;衝(chong) 壓會(hui) 使材料產(chan) 生冷變形硬化,可以提高衝(chong) 壓件的強度和剛度;衝(chong) 壓產(chan) 生的廢料少,經濟環保。

衝(chong) 壓工藝的不足:衝(chong) 壓模具成本較高,隻有大批量生產(chan) 某個(ge) 衝(chong) 壓件時,才能提高經濟效益;冷衝(chong) 壓隻適合中低強度鋼的衝(chong) 壓,對於(yu) 高強度鋼衝(chong) 壓需要用到熱衝(chong) 壓成形技術,但這種技術被國外壟斷,導致高強度衝(chong) 壓成本高;衝(chong) 壓的噪聲大,而且有一定的危險度,需要操作者嚴(yan) 格按照操作規程辦事。
焊接工藝
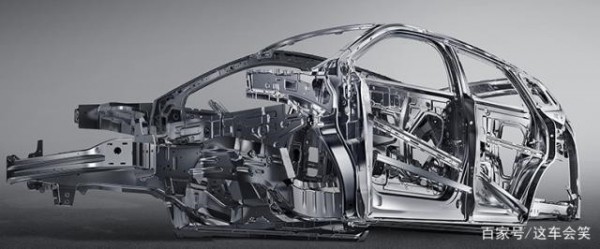
衝(chong) 壓成形後的鈑金件通過焊接形成白車身。其實整個(ge) 車身結構都是由一塊塊的衝(chong) 壓件彼此焊接拚湊起來的,由於(yu) 市麵上的乘用車基本都是承載式車身,所以焊接工藝的質量尤為(wei) 關(guan) 鍵,如果焊接質量不過關(guan) 可能會(hui) 導致車身鈑金變形開裂、產(chan) 生異響、嚴(yan) 重的影響人身安全。
車身上常見的焊接方式有點焊、凸焊、保護焊、激光焊等等;點焊是最常見而且也是使用最多的,據統計一輛車上有幾千個(ge) 焊點,沃爾沃S90整車有5789個(ge) 焊點、凱迪拉克ATS-L整車有6000多個(ge) 焊點。

點焊,是指焊接時利用柱狀電極,在兩(liang) 塊搭接工件接觸麵之間形成焊點的焊接方法。

焊接會(hui) 產(chan) 生焊灰,所以焊接車間的工作人員都要帶著口罩,焊接車間是四大車間中最累的車間,焊接人員的勞動強度大,你看那把超大的焊槍就明白了。

塗裝工藝
塗裝就是在汽車鈑金件上塗上一層特製的漆,它可以保護金屬,而且還能起到裝飾作用。

塗裝車間
塗裝就好比是給汽車穿上了一件外套,既可以起到裝飾作用,達到美觀的效果;也可以起到保護作用,即使風吹日曬也一樣能保證鈑金件不被腐蝕。

塗裝車間的汙染也很大,工作人員必須經過專(zhuan) 門的培訓還要穿上專(zhuan) 門的塗裝服,勞動強度也挺大。

塗裝車間
總裝工藝
總裝是將發動機、地盤、內(nei) 飾、電裝、車門等零部件組裝成一輛整車的過程。總裝車間也是四大車間中環境最好的,當車輛總裝完成後將進入檢測區域,由專(zhuan) 門人進行外觀檢測間隙檢測等,然後送去淋雨線進行噴淋檢測是否有漏水,再由工作人員開著車在工廠路試道上麵溜達一圈回來,如果沒有發現什麽(me) 異常就直接入庫了。

底盤分裝線

發動機分裝線

內(nei) 飾分裝線

車輪分裝線

外觀檢測線
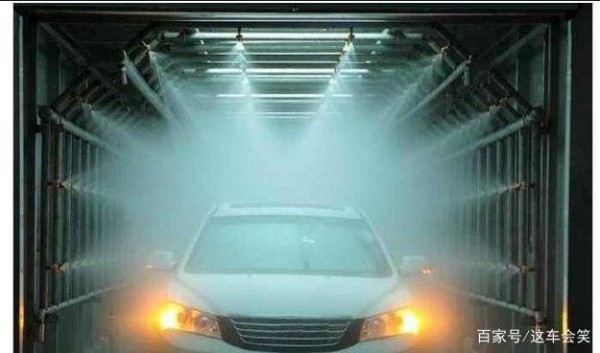
噴淋線
總結
汽車製造是一個(ge) 十分複雜的係統工程,四大工藝遠比我們(men) 想象的要複雜得多,隨著工業(ye) 4.0智能化生產(chan) 的發展,汽車主機廠的自動化水平越來越高,在汽車生產(chan) 流水線上越來越多的機器人代替了人力,生產(chan) 效率也越來越高,未來的汽車製造必定走向無人化生產(chan) 。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們