





圖1、GKN 公司發布的用於(yu) 火箭的激光送絲(si) 製品
采用機器人為(wei) 操作係統的激光送絲(si) 增材製造係統進行了沉積316Si的實驗。對得到的樣品的組織和性能進行了分析。沉積樣品分兩(liang) 種:薄壁強試樣和塊體(ti) 試樣。製備的樣品掃描間隙的時間也分為(wei) 兩(liang) 種,短的和長的掃描間隙。研究發現,由於(yu) 不同的掃描間隙造成的熱曆史時間不同而對得到的樣品的組織和性能造成非常大的影響。薄壁牆試樣掃描間隙時間短,得到粗大的柱狀晶、較低的拉伸強度以較低的硬度。與(yu) 之相反,塊體(ti) 試樣的掃描間隙時間長,得到的柱狀晶較細小、拉伸強度較高、硬度也較高。同時對熔池進行了在線監測。還建立了熔池和冷卻速率之間的經驗公式,用於(yu) 通過控製熔池尺寸來實現對凝固組織的控製。而且,為(wei) 了研究其各向異性行為(wei) ,對垂直和平行於(yu) 試樣沉積方向的拉伸強度進行了測試。結果表明,垂直於(yu) 製造方向的拉伸強度和延伸率,對薄壁試樣和塊體(ti) 試樣來說,均較低,這表明層間或熔池間由於(yu) 未熔氣孔存在而存在弱結合。
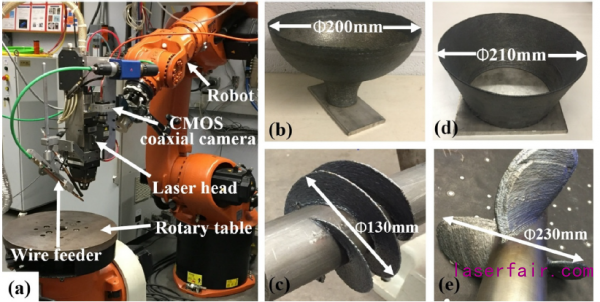
圖2、機器人激光送絲(si) 係統及其製備的樣件
增材製造在健康、汽車、模具、乃至航空航天有著較多的應用。增材製造之所以應用的發展非常快,是因為(wei) 該技術可以製造出複雜形狀、減少製造周期、不需要額外的機加工和支撐等。該技術已經成為(wei) 製造小批量高附加值部件最經濟且有效的製造手段。增材製造種類繁多,但主要分兩(liang) 大類,直接能量沉積(DED)和粉末床(PBF)。其中DED是一種通過連續喂送金屬粉末或絲(si) 材到指定位置,同時激光束或電子束等能量對其進行熔化。熱源相對於(yu) 基材以預設的軌跡來運動。從(cong) 而形成預設的製品。
激光直接沉積(LDMD)是DED的一種,有著多種稱呼,如3D激光熔覆、SLM、LMD、DMD、DLD等。並且該技術在諸多領域得到了應用。LDMD的優(you) 點較多,如打印功能梯度材料(FGM)、修複高附加值材料、在部件表麵施加塗層用於(yu) 提高耐磨、耐腐蝕等性能。同時還可以打印打的泊鬆比、負的泊鬆比;甚至是負的熱膨脹係數的材料。
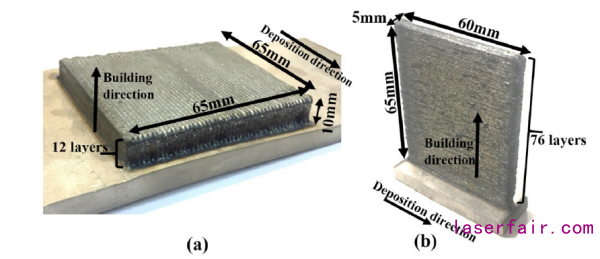
圖3、機器人激光送絲(si) 係統製備的薄壁牆和塊體(ti) 樣品
激光送絲(si) 直接沉積是采用送粉增材沉積的一種方式,最近頗受重視。激光送絲(si) 具有絲(si) 材成本低(絲(si) 材比粉末便宜)、沉積效率高(對鈦合金來說可以達到40 lb/h)、材料利用率高、對環境清潔無汙染。國際上著名的公司如GKN和橡樹嶺國家實驗已經發布了采用激光送絲(si) 係統製備了大型的結構件用於(yu) 航空航天(見圖1)。這一結構件采用其他增材製造技術是很難製造出來的。除了以上激光送絲(si) 的優(you) 點外,實驗還證明激光送絲(si) 在工藝上難以控製。主要參數有激光功率、送絲(si) 速度、激光掃描速度、搭接率和抬高量等必須精確控製以獲得穩定和可可重複的工藝以避免常見的缺陷生成。實驗還表明由於(yu) 在加工過程中熱傳(chuan) 導模式會(hui) 從(cong) 3D到2D傳(chuan) 熱以及傳(chuan) 熱的複雜性(熔池動力學)。因此,非常有必要采用在線監測係統來保證加工的穩定性和可重複性。同時在加工過程中送絲(si) 速率、激光功率、熱導率等,這些參數的微小變化都需要采用在線監測技術以確保製品性能的均一性。Herali等人嚐試在激光送絲(si) 時配以反饋係統已保證熔池的高度和寬度不變,從(cong) 而確保最大程度的穩定性。Yaoyu等人采用激光頭上安裝同軸相機監控熔池,輔以PID控製器成功的實現了調節激光功率來保證熔池的穩定性。
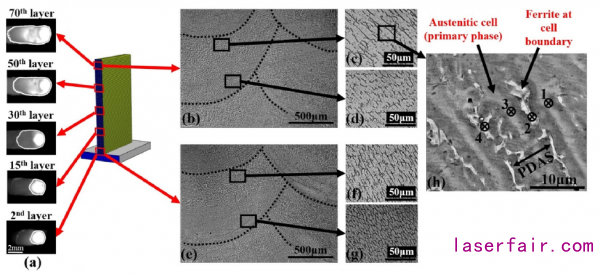
圖4、薄壁牆樣品的在線監測及其組織
現有的文獻大都以增材製造的產(chan) 品同傳(chuan) 統工藝進行對比,其性能幾乎相當。然而增材製造產(chan) 品的組織和性能頗受關(guan) 注,這是因為(wei) 該工藝存在複雜的熱曆史過程。Hederick在綜述中指出,研究熱曆史和組織演變的關(guan) 係至關(guan) 重要。許多研究工作多集中在認知熱循環對顯微組織和性能的研究上。在LMD工藝中熱曆史過程包括快速加熱和快速冷卻過程以及一定的溫度梯度。這對顯微組織的影響非常重要,進而會(hui) 影響到最終的機械性能。Yadollahi等人報道了工藝參數會(hui) 影響熔池的動力學。進而影響熱曆史。工藝參數會(hui) 影響到缺陷的生成。同時研究了層層之間的間隙對機械性能和顯微組織的影響。結果顯示較長的時間間隙導致高的冷卻速率,從(cong) 而顯微組織較細小。SU等人研究了結構類型(常用的有兩(liang) 種:薄壁牆和塊體(ti) )的組織變化。薄壁牆結構存在柱狀晶且平行於(yu) 製造方向,而塊體(ti) 試樣的組織則呈現多個(ge) 方向。但目前對激光送絲(si) 來說,公開報道還比較少。
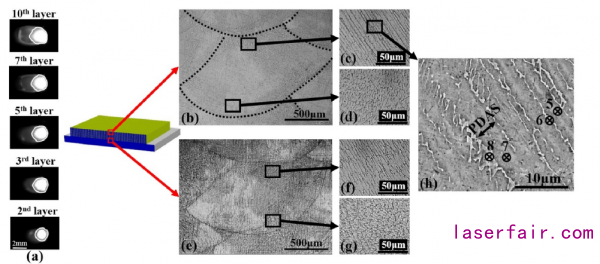
圖5、塊體(ti) 樣品的在線監測及其組織
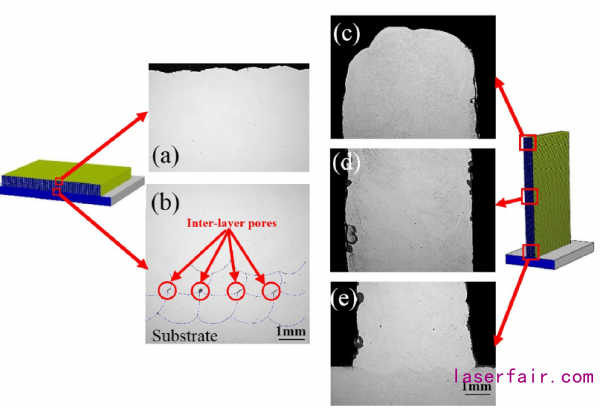
圖6、試樣的氣孔檢測
本文主要報道了采用機器人係統進行激光送絲(si) 的工藝研究,同時在送絲(si) 過程中采用了在線監測技術製造了薄壁牆和塊體(ti) 試樣,並對試樣的組織和性能進行了研究。

圖7、電子束AM製造的部件
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們