




用3D打印機來生產(chan) 陶瓷零件正在成為(wei) 新的潮流,其中主流的陶瓷3D打印機都是基於(yu) 光固化技術,通過將陶瓷粉末混入光敏樹脂的方式來製備用於(yu) 打印的陶瓷漿料。據了解,光固化工藝對於(yu) 陶瓷漿料的流動性要求較高,粘度低、流動性好的漿料更容易刮平、補充和打印。但同時也意味著漿料中的陶瓷固含量較低,燒結過程中收縮變大等問題。
打開鳳凰新聞,查看更多高清圖片
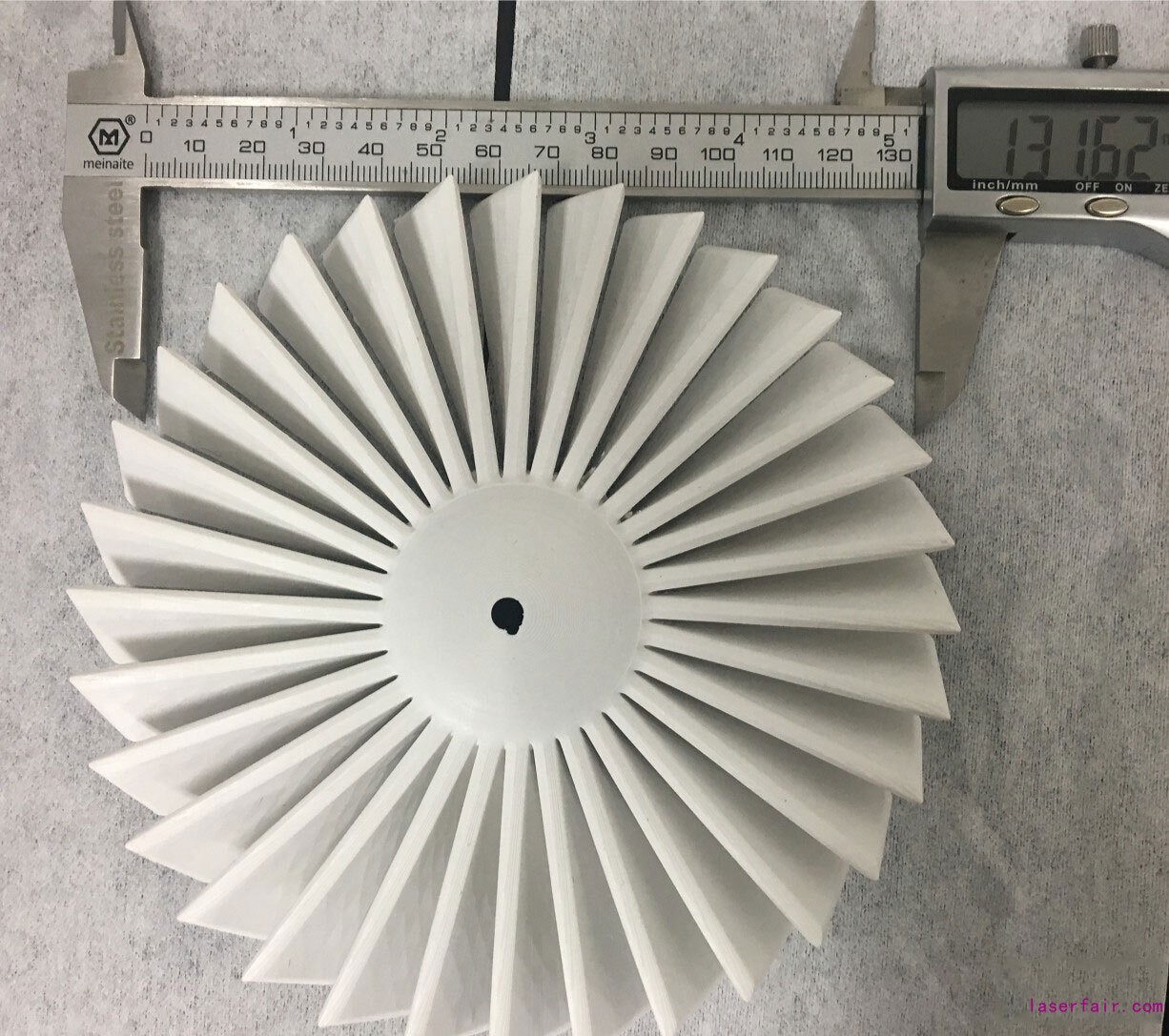
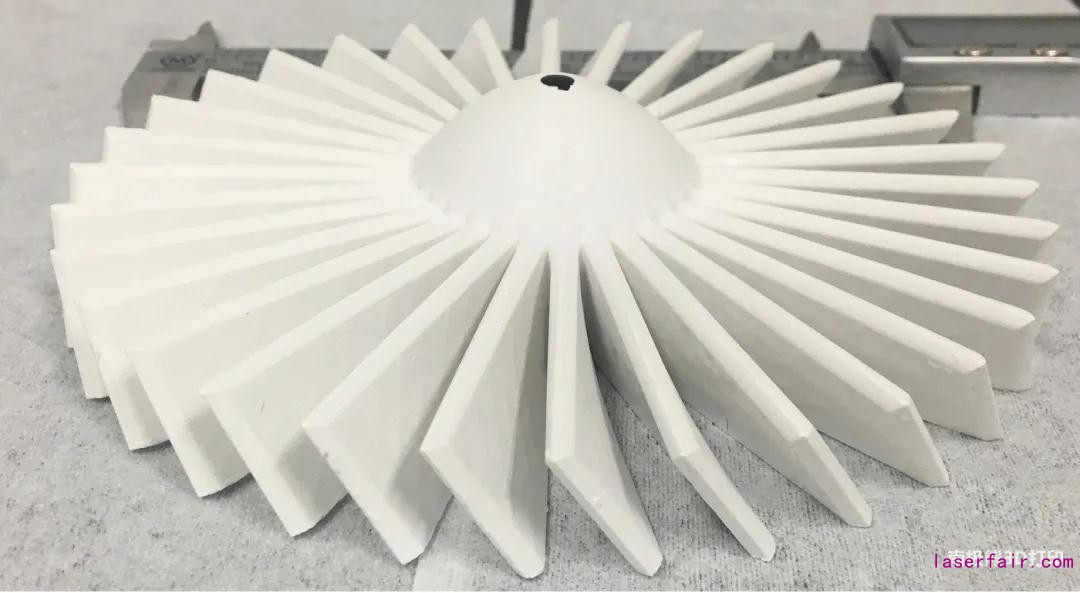
CeraBuilder 3000P膏料機打印的大尺寸陶瓷件
因泰萊激光(iLaser)針對高粘度陶瓷材料,推出了一款大幅麵的陶瓷3D打印機,型號為(wei) CeraBuilder 3000P,有效成型範圍可以達到300x300x150mm。

CeraBuilder 3000P陶瓷3D打印機
這款3D打印機最大的特點是能夠打印在常溫下沒有流動性的高粘度(≥10Pa?S)陶瓷材料,材料種類包括氧化鋁、氧化鋯、羥基磷灰石、磷酸三鈣、二氧化矽、氮化矽等。

低粘度陶瓷材料(左圖) 和高粘度陶瓷材料(右圖)對比
*與(yu) 低粘度陶瓷3D打印材料相比,高粘度陶瓷3D打印材陶瓷料能夠做到:
*更高的陶瓷固含量,氧化鋁質量分數可以做到85%以上;
*陶瓷顆粒不易沉降;
*鋪設時材料有一定塑形保持,有助於(yu) 減少支撐,另外也可使用非接觸式仿形支撐工藝,便於(yu) 尺寸精確控製;
高粘度陶瓷材料往往以膏料形式存在,粘度大,沒有流動性,這些特性容易導致刮料鋪平過程中出現鋪不平整、缺料、氣泡、拉絲(si) 、刮痕等問題,從(cong) 而導致打印失敗。

高粘度氧化鋁材料打印中
目前的陶瓷膏料3D打印多采用針筒擠出成型方式,或者采用旋轉刮刀刮料,光固化提拉打印方式來打印。針筒擠出打印方式打印精度不高,且對打印的模型有限製,采用旋轉刮刀刮料,光固化提拉打印方式,打印模型容易在提拉過程中掉落下來,導致打印失敗。
因泰萊激光推出的CeraBuilder 3000P陶瓷3D打印機,采用波長為(wei) 355nm的固體(ti) 紫外激光作為(wei) 成型光源、特殊設計的雙向聯動精密塗敷刮料係統,能夠在鋪料過程將高粘度陶瓷材料中的氣泡擠壓掉,並將打印材料均勻擠壓到刮刀前方,且不會(hui) 讓打印材料過多的堆積到刮刀前方,刮料均勻平鋪,從(cong) 而很好地解決(jue) 了高粘度陶瓷打印材料的極薄塗層平鋪問題。
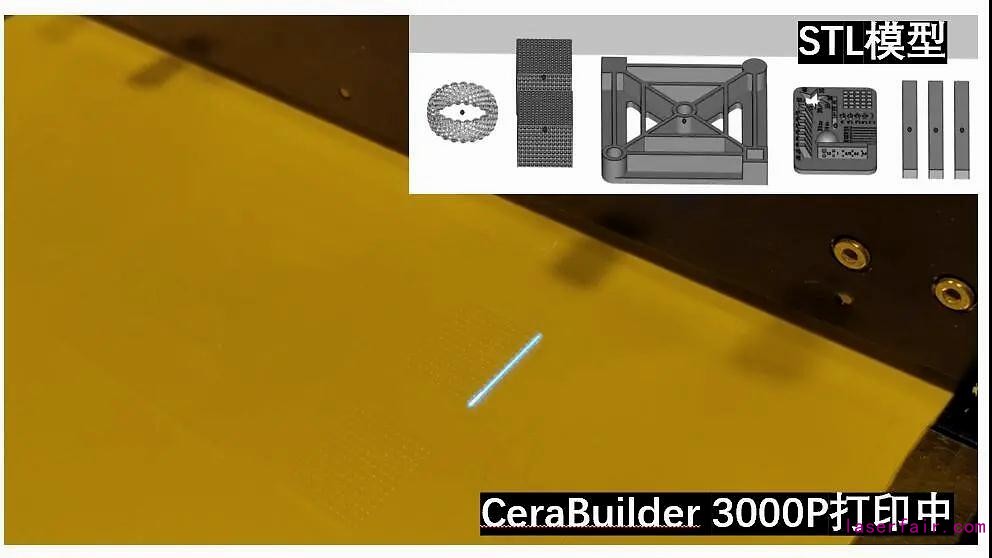
CeraBuilder 3000P 打印中
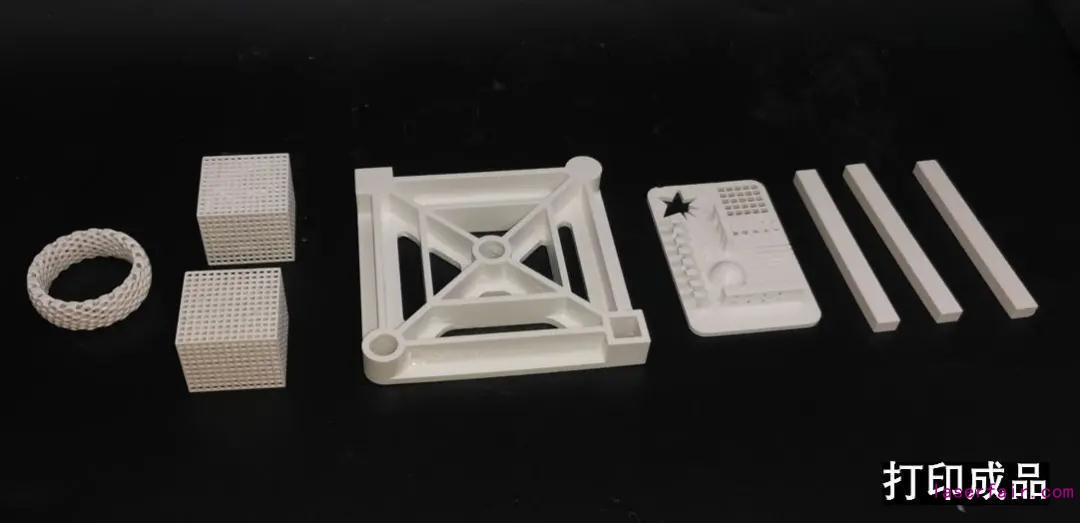
CeraBuilder 3000P 打印成品
此外,這款設備性價(jia) 比高,打印參數全開放,獨有的應力釋放掃描算法,更適合高粘度陶瓷打印材料的開發和成型。打印幅麵可調,兼顧實驗室試製和工業(ye) 化生產(chan) 兩(liang) 種模式。
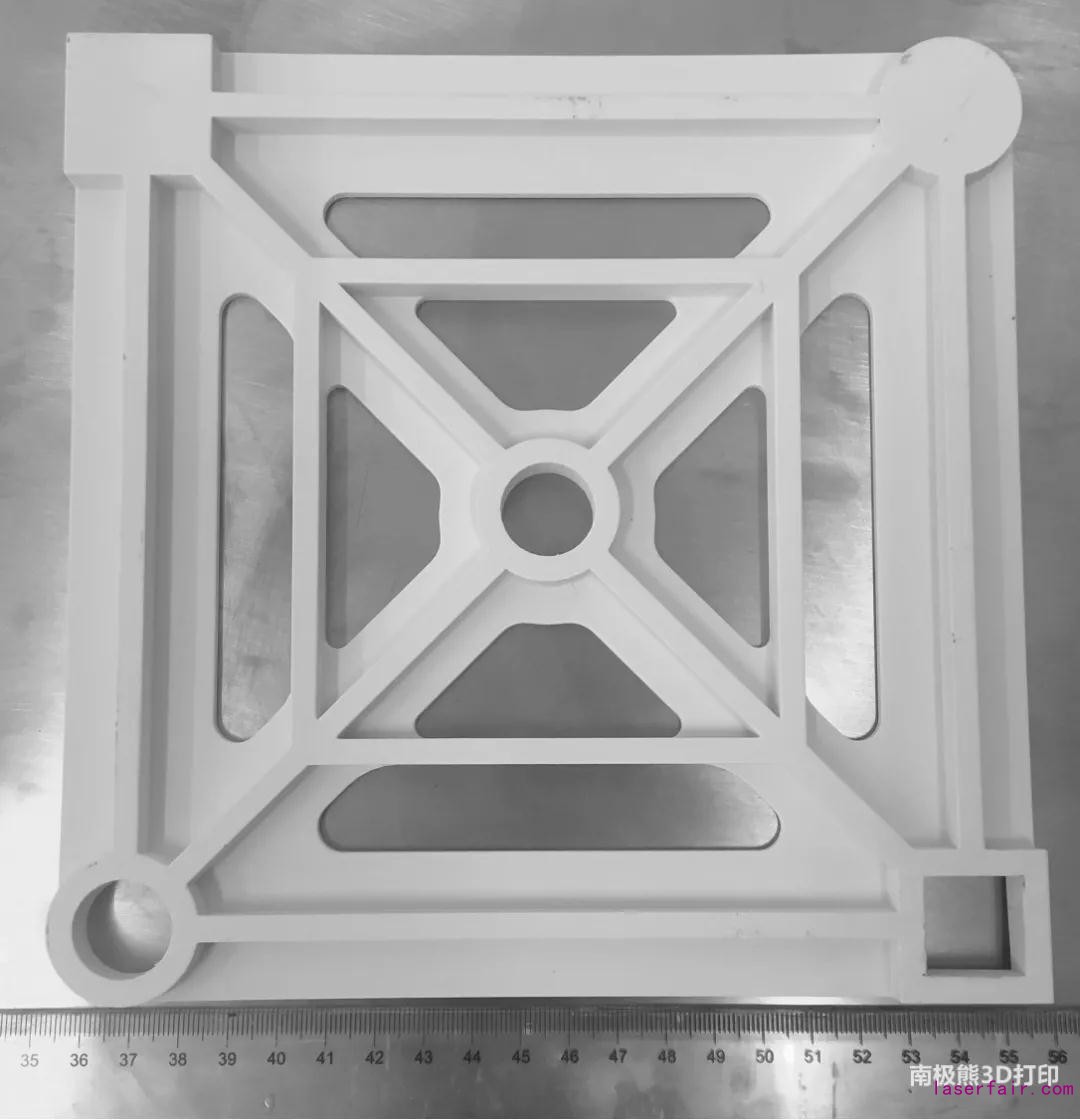
CeraBuilder 3000P 打印大尺寸陶瓷件
CeraBuilder 3000P 打印大尺寸陶瓷件
此次推出的CeraBuilder 3000P高粘度陶瓷3D打印機將因泰萊激光陶瓷3D打印技術能力進行了擴展。據悉,該款設備已被國內(nei) 知名企業(ye) 驗證並采用,服務於(yu) 航空航天領域核心器件的研發生產(chan) 。

3D打印的陶瓷樣件細節展示
陶瓷是一種傳(chuan) 統的無機材料,有上千年的曆史。但是對於(yu) 3D打印領域來說,卻是一種新興(xing) 的材料。由於(yu) 材料本身的特點,要實現打印成型,技術路線相比打印純樹脂材料、金屬材料要複雜。
因泰萊激光(iLaser)在陶瓷3D打印領域深耕多年,在蘇州、武漢、深圳設有研發、生產(chan) 基地。此前因泰萊激光推出了多款陶瓷3D 打印機,成型範圍從(cong) Φ100mm*150mm 到 Φ300mm*150mm,專(zhuan) 門用於(yu) 常溫下流動的陶瓷材料的打印成型,已被國內(nei) 眾(zhong) 多科研院所和企業(ye) 用戶采用,助力客戶開拓新應用、開發新材料,助推客戶陶瓷研發、生產(chan) 向數字化方向轉型。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們