




在SLM工藝中,金屬粉末的特性直接影響鋪粉均勻性、熔池穩定性及最終零件的力學性能,在之前的文章中已經對粉末的五大特性做過簡要介紹,其中粉末粒徑分布、球形度和氧含量是決(jue) 定打印成敗的三大核心因素。在實際生產(chan) 過程中,這三大特性如何具體(ti) 影響SLM工藝?本文將係統梳理關(guan) 鍵要點。
粉末粒徑分布
粉末粒徑分布對SLM成形質量具有決(jue) 定性影響。
就流動性而言,過細的粉末(<15μm)容易發生團聚現象,導致鋪粉過程中出現結塊或空洞;而過大顆粒(>53μm)雖然流動性較好,但會(hui) 限製最小層厚,影響薄壁結構等精細特征的成形精度。
從(cong) 熔融行為(wei) 來看,小顆粒因其較大的比表麵積能快速吸收激光能量,但容易產(chan) 生飛濺並形成未完全熔化的球化缺陷;相反,大顆粒需要更高的能量輸入才能完全熔化,可能引發未熔合等孔隙缺陷。
在致密度方麵,合理的粒徑分布(如20-45μm)能夠實現更緊密的粉末堆積,有效降低孔隙率;而過寬的粒徑分布則會(hui) 導致熔池穩定性下降,進而影響成形件的致密性。
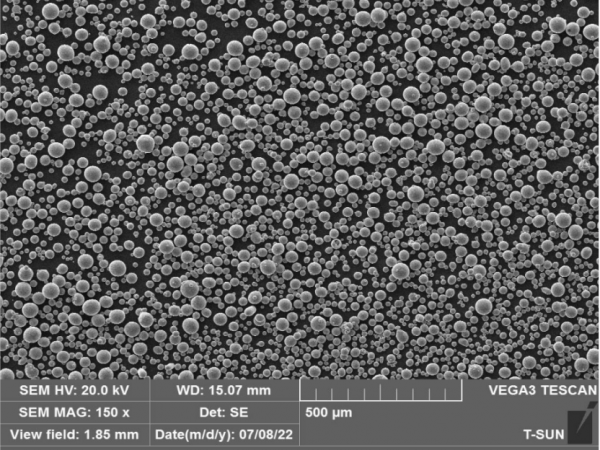
高球形度的粉末更利於(yu) 鋪粉
球形度
粉末球形度對SLM工藝的影響主要體(ti) 現在兩(liang) 個(ge) 方麵。
在流動性方麵,高球形度(>0.9)的粉末顆粒能夠實現最佳的流動特性,確保鋪粉過程均勻穩定;而不規則形狀的顆粒容易在鋪粉過程中發生卡粉現象,不僅(jin) 會(hui) 影響層間結合質量,還可能對鋪粉刀造成機械損傷(shang) 。
在熔融過程方麵,球形顆粒因其光滑表麵能夠保持穩定的激光反射特性,有利於(yu) 形成均勻可控的熔池形貌;而衛星粉(小顆粒附著在大顆粒表麵)的存在會(hui) 導致激光能量吸收不均,進而引發熔池飛濺或氣孔等缺陷,嚴(yan) 重影響成形件質量。
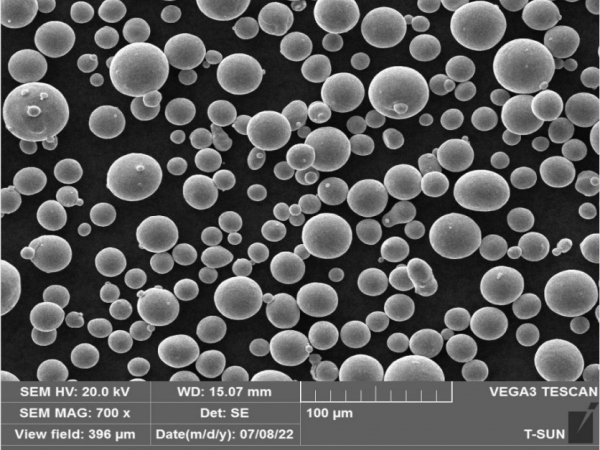
細粒徑粉末堆積密度更大
氧含量
氧含量是影響SLM成形質量的關(guan) 鍵因素,其作用機理主要體(ti) 現在三個(ge) 方麵。
在力學性能方麵,氧元素會(hui) 與(yu) 鈦、鋁等活性金屬發生反應生成氧化物(如TiO₂),這不僅(jin) 會(hui) 顯著增加材料的脆性,還會(hui) 導致延伸率明顯下降。以鈦合金為(wei) 例,當氧含量超過0.2wt%時,材料的疲勞性能就會(hui) 出現急劇惡化。
在熔池穩定性方麵,氧化物夾雜物會(hui) 阻礙熔池的充分融合,容易引發氣孔或裂紋等缺陷。
在粉末使用壽命方麵,回收再利用會(hui) 使氧含量增加,增量可達0.01-0.03wt%,因此必須嚴(yan) 格控製粉末的循環使用次數和使用環境,以確保成形件的質量穩定性。
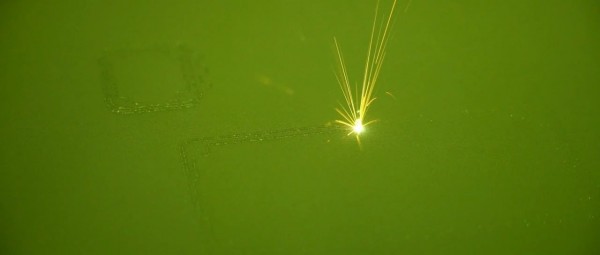
低氧含量有利於(yu) 形成穩定熔池
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們