




金屬3D打印被認為(wei) 是所有3D打印的頂點。談到強度和耐用性,沒有什麽(me) 能比得上金屬。最早的金屬3D打印專(zhuan) 利是DMLS(直接金屬激光燒結),由德國EOS在1990年代獲得。從(cong) 那時起,金屬3D打印逐漸發展出了許多種類的打印工藝。現在,每台金屬3D打印機通常都會(hui) 使用以下四類工藝中的一種:粉末床融合、粘合劑噴射、直接能量沉積和材料擠壓。

△金屬3D打印
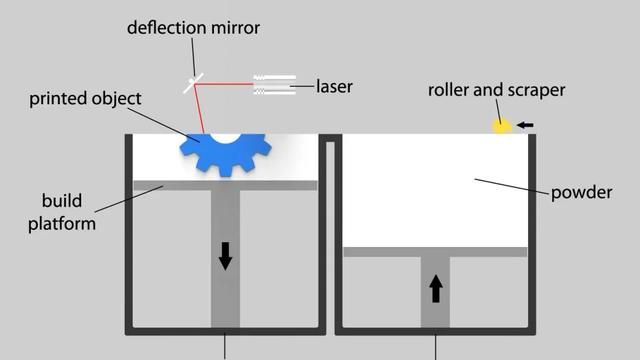
金屬粉末床熔化(metal Powder Bed Fusion)
常用工藝:DMLS(直接金屬激光燒結)、SLM(選擇性激光熔化)和EBM(電子束熔化)。
描述:使用PBF熔化技術生產(chan) 的金屬零件可以減少殘餘(yu) 應力和內(nei) 部缺陷,成為(wei) 航空航天和汽車工業(ye) 中苛刻應用的理想選擇。
直接金屬激光燒結(DMLS):可用於(yu) 幾乎任何金屬合金構建物體(ti) 。直接金屬激光燒結在要打印的表麵上散布一層非常薄的金屬粉末。激光緩慢而穩定地穿過表麵以燒結這種粉末,金屬內(nei) 部顆粒融合在一起,即使沒有被加熱到完全熔化狀態。然後施加並燒結額外的粉末層,從(cong) 而一次“打印”物體(ti) 的一個(ge) 橫截麵。打印完成後,物體(ti) 會(hui) 慢慢冷卻,多餘(yu) 的粉末可以從(cong) 構建室中回收並循環使用。DMLS的主要優(you) 點是它生產(chan) 的物體(ti) 沒有殘留應力和內(nei) 部缺陷,這對於(yu) 高應力下的金屬部件(例如航空航天或汽車零件)極為(wei) 重要,而主要缺點是非常昂貴。
選擇性激光熔化(SLM):使用高功率激光將每一層金屬粉末完全熔化,而不僅(jin) 僅(jin) 是燒結,這樣產(chan) 生的打印物體(ti) 非常致密和堅固。目前,這項工藝隻能用於(yu) 某些金屬,例如不鏽鋼、工具鋼、鈦、鈷鉻合金和鋁。SLM製造過程中出現的高溫梯度也會(hui) 導致最終產(chan) 品內(nei) 部出現應力和錯位,從(cong) 而損害物理性能。
電子束熔化(EBM):與(yu) 選擇性激光熔化非常相似,能夠生成致密的金屬結構。這兩(liang) 種技術的區別在於(yu) EBM使用電子束而不是激光來熔化金屬粉末。目前,電子束熔化隻能用於(yu) 有限數量的金屬。盡管也可以使用鈷鉻合金,但鈦合金仍是這種工藝的主要原材料。這項技術主要用於(yu) 製造航空航天工業(ye) 的零件。
技術優(you) 點:可以高精度製造幾乎任何幾何形狀。使用金屬範圍廣泛,包括最輕的鈦合金和最堅固的鎳高溫合金,這些都是傳(chuan) 統製造技術難以加工的。機械性能可以比肩鍛造金屬,能夠像傳(chuan) 統製造金屬零件一樣進行機械加工、塗層和處理。
技術缺點:材料、機械和操作成本高。零件必須通過支撐結構(以防止翹曲)連接到構建板上,這會(hui) 產(chan) 生廢料並需要手動後處理移除。構建尺寸有限,並且金屬粉末處理具有危險性,需要嚴(yan) 格的過程控製。
△PBF粉末床熔化
金屬粘合劑噴射(metal Binder Jetting)
常用工藝:MJF(多噴射熔合)、NPJ(納米粒子噴射)
描述:這項技術使用噴墨將一種粘合劑選擇性滴在平坦的粉末床上。接收液滴的區域將被固化,其餘(yu) 粉末保持鬆散。逐層進行以上步驟,直到生成整個(ge) 對象。使用這項工藝可以處理金屬、沙子、陶瓷等材料。由於(yu) 金屬粘合劑噴射機在室溫下運行,不會(hui) 發生翹曲且不需要支撐。因此,粘合劑噴射機可以比粉末床融合機大得多,並且可以堆疊物體(ti) ,充分利用整個(ge) 構建室,是小批量生產(chan) 和按需製造的流行選擇。
技術優(you) 點:可以大體(ti) 積打印,零件不需要連接到構建板上,因此可以嵌套以利用所有可用的構建體(ti) 積。對幾何體(ti) 限製較少,通常不需要支撐。不會(hui) 發生翹曲,因此可以製作更大的零件。打印速度非常快,比粉末床熔融金屬打印成本更低。
技術缺點:部件在打印後必須經過耗時的脫脂和爐燒結過程,機器和材料成本高。孔隙率高於(yu) 粉末床熔合,因此機械性能不那麽(me) 好,且可選材料較少。

△粘合劑噴射3D打印機
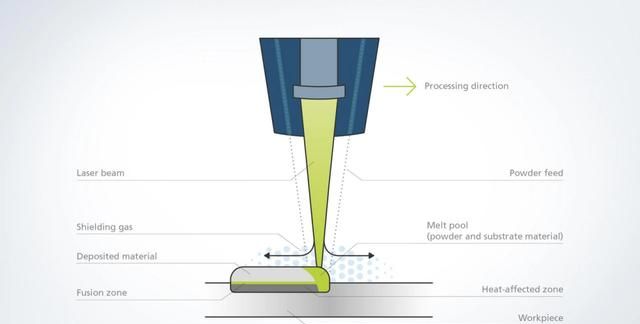
直接能量沉積(Direct Energy Deposition)
常用工藝:DED(直接金屬沉積)、WAAM(電弧增材製造)、LMD(激光材料沉積)
描述:這種方法通過擠壓金屬,無論是金屬粉末還是金屬絲(si) ,然後立即受到高能量的撞擊(可以通過等離子弧、激光或電子束實現熔化)。能量熔化金屬,熔池立即下降到3D空間,通過機械臂進行位置操作。它與(yu) 焊接非常相似,因此主要應用之一是修複現有金屬零件並增加零件的功能性。
技術優(you) 點:金屬絲(si) 是最實惠的金屬3D打印材料形式,有些機器甚至可以使用兩(liang) 種不同的金屬粉末來製造合金和材料梯度。5軸和6軸運動可以在不使用支撐材料的情況下生產(chan) 模型。可以修複損壞的金屬部件並添加新組件。構建體(ti) 積大,材料使用高效,零件密度高,機械性能好,打印速度快。
技術缺點:零件表麵質量較差,通常需要機加工和精加工,小細節很難或不可能實現。機械和操作成本高。
△激光金屬沉積(LMD)
金屬材料擠壓(metal Material Extrusion)
常用工藝:FDM(熔融沉積建模)/FFF(熔絲(si) 製造)
描述:這項技術專(zhuan) 為(wei) 使廉價(jia) 金屬3D打印而創建,可用於(yu) 中小型企業(ye) 。設計工作室、機械車間和小型製造商使用金屬材料擠壓機來迭代設計、創建夾具和固定裝置,並完成小批量生產(chan) 。領域的最新發展是金屬絲(si) ,可在大多數桌麵FDM3D打印機中使用,使幾乎每個(ge) 人都可以使用金屬3D打印。金屬材料擠壓的工作原理:
聚合物細絲(si) 或浸有金屬小顆粒的線材按照設計形狀逐層3D打印。
清洗3D打印部件,去除一些粘合劑。
將零件放入燒結爐中,金屬顆粒熔化成固體(ti) 金屬。
技術優(you) 點:實惠、操作簡單安全。
技術缺點:零件必須經過與(yu) 粘合劑噴射零件相同的脫脂和燒結過程。需要對幾何形狀和支撐進行更多限製以防止翹曲,且零件具有高孔隙率,無法達到鍛造金屬相同的機械性能。零件不像使用PBF或DED那樣致密,而且爐內(nei) 收縮不太準確。

△Markforged metal X 3D打印機的樣品零件[圖片來源:Markforged]
其他金屬3D打印工藝
焦耳打印(Joule Printing):Digital Alloys的焦耳打印看起來很像DED,但金屬絲(si) 是利用電流熔化,而不是用電弧或光束加熱。這使得打印速度更快,目前已經證明每小時可打印多達2公斤的鈦。
液態金屬增材製造(Liquid metal AdditiveManufacturing):Vader Systems 創建了液態金屬增材製造技術,將1200°C的液態金屬液滴以類似於(yu) 噴墨打印機的方式沉積。
電化學沉積(Electrochemical Deposition):Exaddon的CERES納米級金屬3D打印機,可以使用電化學沉積製造比人類頭發寬度還小的金屬物體(ti) 。
DLP金屬打印(DLP metal printing):ADMATEC和Prodways提供金屬DLP打印。類似於(yu) 金屬材料擠出,金屬粉末與(yu) 光聚合物樹脂混合,3D打印部件必須經過相同的脫脂和燒結過程,就像金屬材料擠壓方法一樣。
冷噴塗金屬打印(Cold Spray metal Printing):冷噴塗金屬打印最初被美國宇航局用於(yu) 太空中建造金屬物體(ti) 。主要特點是快(每小時6公斤的鋁或銅),缺點是不是那麽(me) 準確。澳大利亞(ya) 公司Titomic和SPEE3D是這項技術的領跑者。
超聲波固結(UAM):使用聲音將薄薄的金屬箔層粘合在一起,在粘合下一層箔之前加工掉每一層的多餘(yu) 部分,因此它是增材製造和減材製造的結合。Fabrisonic的 SonicLayer 3D 打印機係列使用了這項技術。
激光工程淨成型(LENS):是一種基於(yu) 激光的方法,需要一個(ge) 非常可控的環境。這種工藝需要一個(ge) 密封室,通常使用氬氣清除氧氣,使氧化水平盡可能低。LENS激光器的功率範圍從(cong) 500W到4kW。可用於(yu) 加工鈦、不鏽鋼和鉻鎳鐵合金。盡管維護無氧室存在困難,但LENS為(wei) 用戶提供了更好的精確度和控製。
電子束自由形式製造(EBF3):最初由NASA開發,是一種主要用於(yu) 航空航天工業(ye) 的方法。這種方法可以在不浪費任何材料的情況下製作出複雜幾何形狀,並且能夠創造出輕量級形狀以促進燃料節約。
△Digital Alloys的焦耳3D打印工藝[圖片來源:Digital Alloys]
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們