




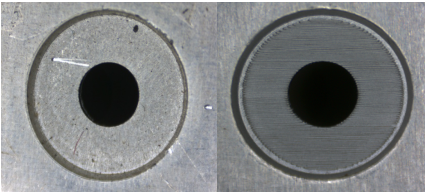
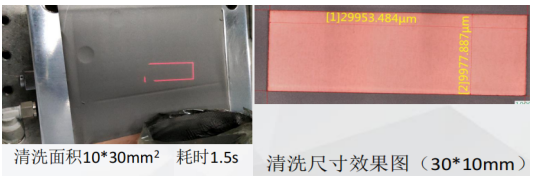
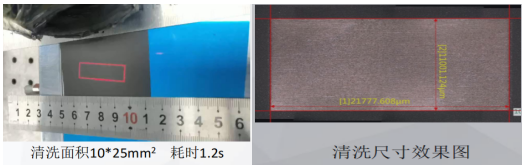
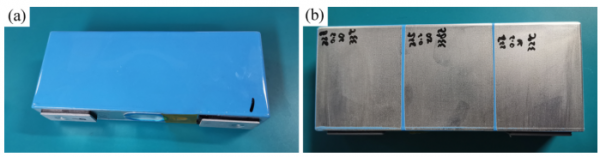
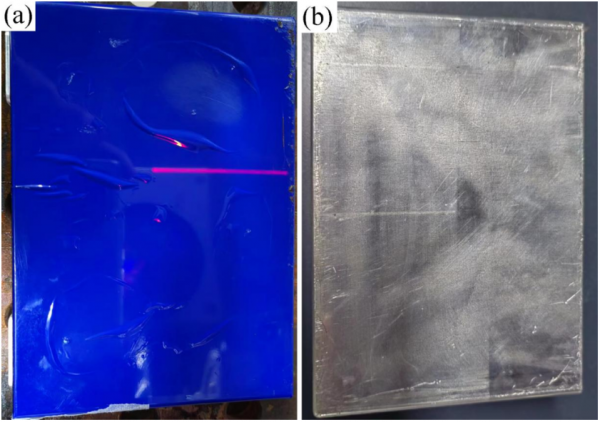
01、極柱及注液孔清洗 在焊接過程中,由於(yu) 注液孔處的電解液殘留和極柱的氧化層影響,焊接時容易產(chan) 生氣孔出現爆點,導致焊接強度和密封性不夠,因此在焊接前需要將此處的電解液和氧化層清除。銳科的旗幟係列P500MX與(yu) RFL-P250MX兩(liang) 款激光器均能滿足動力電池焊前清洗的技術要求。 旗幟係列P500MX 實際應用效果顯示,經過清洗後極柱及注液孔表麵粗糙度均可以達到2μm以下,深度可以達到7μm以上,無論是電解液還是氧化層均能被有效清除,為(wei) 後續穩定焊接提供了條件。在清洗效果上,旗幟係列P500MX與(yu) RFL-P250MX接近;在生產(chan) 效率上,旗幟係列P500MX高於(yu) RFL-P250MX一倍 ,對於(yu) 電池生產(chan) 廠家來說生產(chan) 產(chan) 能可提升一倍,從(cong) 而大大減少時間成本,為(wei) 其創造更多的利潤。 極柱清洗後細節圖 注液孔清洗前後 02、電池極片清洗 旗幟係列P300MX 負極片塗覆區清洗應用(銅箔) 正極片塗覆區清洗應用(鋁箔) 03、藍漆藍膜清洗 旗幟係列P1000H 銳科旗幟係列P1000H脈衝(chong) 激光器采用激光燒蝕汽化的方式清洗電池盒表麵藍漆的效果顯著,清洗後的電池盒表麵無殘留,無損傷(shang) ,清洗效率可達1600m㎡/s,能夠較高程度地滿足客戶實際應用需求。 銳科旗幟係列P1000H清洗電池盒表麵藍漆的效果 對於(yu) 藍膜而言,如果仍采用激光燒蝕汽化的清洗方式,清洗過程中會(hui) 出現難以收集的絮狀物,另外電池盒表麵溫度也會(hui) 較高,因此這並不是首選的清洗方式。而激光處理藍膜使其失去粘性,然後配合手撕的方式比較合理。清洗過程中,激光快速地處理一遍電池盒表麵藍膜,在激光的作用下,表麵藍膜會(hui) 一定程度地失去粘性,然後用手撕的方式很容易將其清理幹淨,效果如圖2中所示,清洗效率可達3800m㎡/s。旗幟係列P1000H激光清洗電池盒表麵藍漆和藍膜的具體(ti) 過程如視頻中所示。 銳科旗幟係列P1000H清洗電池盒表麵藍膜的效果 2022年銳科新能源業(ye) 務增長了167%,銳科激光器產(chan) 品已經進入新能源頭部企業(ye) 的選型目錄,在產(chan) 品性能和定製化方麵獲得了市場的一致認可。想了解銳科激光器在新能源領域更多焊接、清洗及切割的應用案例請留言哦,小銳銳給您安排。



轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們