鋁合金具有密度小、強度高和耐腐蝕等突出優(you) 點,在工業(ye) 設備及日用消費品等領域被廣泛應用,尤其是目前比較熱門的新能源電池行業(ye) ,鋰電池的殼體(ti) 及蓋板大量使用了鋁合金材質。鋰電池在生產(chan) 過程中,為(wei) 了把控生產(chan) 品質,必須追溯全程的生產(chan) 信息,包括來料信息、生產(chan) 工藝、產(chan) 品批次、生產(chan) 產(chan) 家及日期等信息,需要將關(guan) 鍵信息存儲(chu) 在二維碼內(nei) 並在電池外殼進行標識。
傳(chuan) 統的鋁合金表麵標記方法主要有噴墨標記、機械刻蝕和電化學腐蝕。噴墨標記的圖形易擦拭損壞,容易被故意篡改信息,而機械刻蝕的圖形一經刻蝕就無法修改,如果出現錯誤,必須對材料進行整體(ti) 回收加工,成本上不利於(yu) 生產(chan) 。電化學標識過程中難以精確控製刻蝕程度且需要去除防腐劑,對於(yu) 環境的汙染也十分嚴(yan) 重。而激光打標具有永久性強、防偽(wei) 性高、精度高、耐磨性強,安全可靠等特點,為(wei) 二維碼追溯的最佳解決(jue) 方案。

圖1 方形電池頂蓋打碼
02、打碼應用特點介紹及激光器推薦
二維碼又稱二維條碼,常見的二維碼有Data Matrix和QR Code。二維碼是一種比一維碼更高級的條碼格式。一維碼隻能在一個(ge) 方向(一般是水平方向)上表達信息,而二維碼在水平和垂直方向都可以存儲(chu) 信息。一維碼隻能由數字和字母組成,而二維碼能存儲(chu) 漢字、數字和圖片等信息,因此二維碼的應用領域更加廣泛。銳科20/30/50Qmini納秒脈衝(chong) 光纖激光器具備體(ti) 積更小、重量更輕、免維護、可靠性更高、光束質量更好的特點。相對於(yu) 傳(chuan) 統的激光器,額定功率下功率不穩定度≤±1.5%。20/30/50Qmini納秒脈衝(chong) 光纖激光器可廣泛應用於(yu) 新能源、3C和五金等行業(ye) 的標記加工。
圖2 常見的二維碼樣式

圖3 20/30/50Qmini納秒脈衝(chong) 光纖激光器
(1)打點一致性好
表1為(wei) 分別用搭載銳科20/30/50Qmini激光器的設備在黑色相紙上的打點測試結果,通過顯微鏡觀察放大後的圖片,可以發現打點一致性較好。
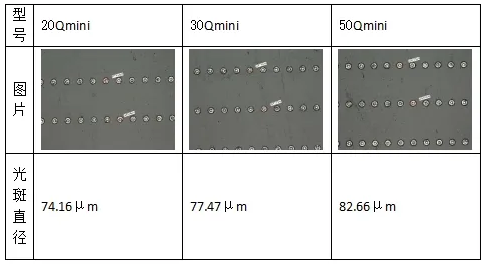
表1 20/30/50Qmini激光器脈衝(chong) 打點測量
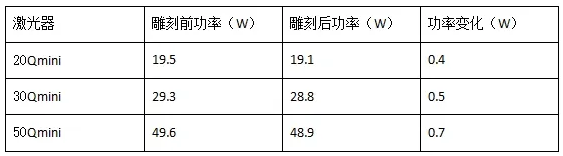
對每台激光器進行抗高反能力測試,測試方式為(wei) 滿功率雕刻黃銅30分鍾 ,記錄雕刻前、後的激光器功率值,對比功率變化。表2為(wei) 測試結果,可以看出測試前後功率變化較小,激光器抗高反能力強。
03、新能源電池打碼應用測試
標刻二維碼首先需要保證二維碼的整體(ti) 輪廓清晰,通過調整開光延時和關(guan) 光延時可以實現。由於(yu) 激光標刻二維碼是由若幹單脈衝(chong) 光斑重疊形成的,振鏡掃描速度和激光重複頻率共同決(jue) 定了光斑的重疊率。隻有在合適的參數組合下達到一定的光斑重疊率才能標刻出有一定灰度或色彩的二維碼,所以在進行二維碼標刻試驗之前,首先要找到合適的掃描速度、重複頻率、填充線間距等參數。表3為(wei) 標刻尺寸8mm*8mm二維碼的推薦工藝參數,測試結果見圖4和圖5,可以看出脈衝(chong) 點可整體(ti) 均勻覆蓋標刻區域,粗糙度測試儀(yi) 結果顯示底紋粗糙度在1μm左右。表3 20/30/50Qmini激光器標刻二維碼推薦參數
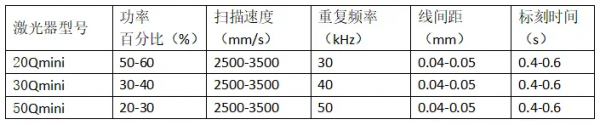
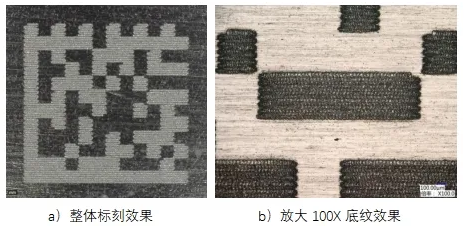
圖4 二維碼標刻效果圖
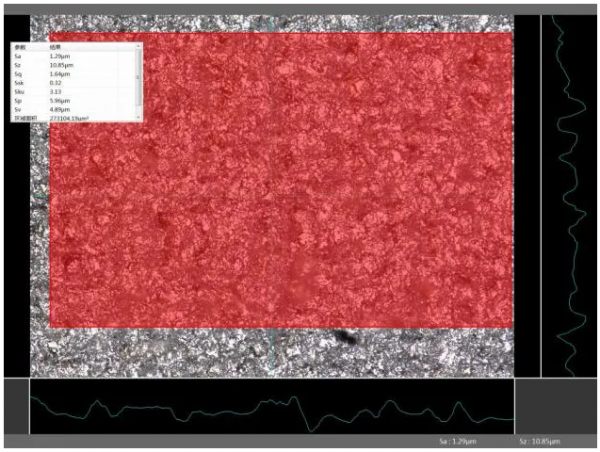
圖5 底紋粗糙的測試
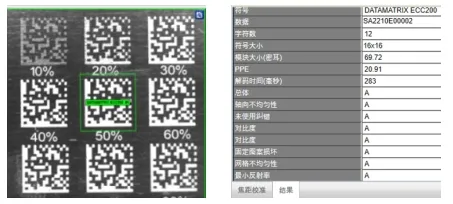
圖6 二維碼等級測試
使用讀碼軟件對二維碼等級進行評定(圖6),結果為(wei) A級,滿足正常的應用需求。檢測條件對讀碼評定及其重要,環形照明形式效果優(you) 於(yu) 直條狀照明,同時對於(yu) 白色二維碼選擇白色光源效果較好,且光源的亮度需達到一定的值,才能使二維碼形成高對比度。
04、總結
- 目前在電池蓋上標記二維碼最高效的方式是標記出白色效果的二維碼,銳科20/30/50Qmini激光器的優勢是標刻時間短,可滿足1秒內加工8mm*8mm的二維碼。且讀取效率及讀取成功率較高,滿足高速生產線的節拍。
- 填充線間距是影響加工效率的一個重要因素,填充線間距越小代表相同圖形麵積內重複排列的線條越多,加工所需時間也越長。填充線間距過大又無法得到足夠的光斑搭接效果。經過實驗分析得到,在滿足加工效率的前提下,填充線間距0.05mm為最適宜參數。
- 隨著功率增大,二維碼標刻顏色逐漸變白,二維碼更加飽滿。






 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們