




汽車零部件製造領域,汽車座椅滑軌,調角器,變速箱齒輪等領域都應用了激光焊接進行生產(chan) 。以齒輪焊接為(wei) 例,分析激光焊接的優(you) 勢,齒輪主要分為(wei) 直齒圓柱齒輪、斜齒圓柱齒輪、錐齒輪、準雙曲麵齒輪,廣泛應用於(yu) 汽車變速器、同步器、分動器、驅動橋中。

近年來, 激光焊接技術在變速器齒輪焊接中的優(you) 勢日益明顯, 得到了越來越多的重視,是未來發展的主要趨勢。由於(yu) 機床加工技術的局限性, 形狀、結構複雜的齒輪組件很難甚至無法整體(ti) 加工成單件。為(wei) 了提高工藝性和生產(chan) 效率, 通常是加工成兩(liang) 個(ge) 或兩(liang) 個(ge) 以上的單件再經焊接工藝組合成一個(ge) 組件。在激光焊接齒輪以前, 齒輪的焊接一般采用電阻焊、感應焊、電子束焊等工藝方法。
與(yu) 上述焊接工藝相比, 激光焊接齒輪無需在真空中進行, 而且可避免焊接變形, 保證了焊接後的齒輪無需再精加工。不僅(jin) 如此, 激光焊接可使焊縫深寬比高達10:1, 且焊縫處具有相當或優(you) 於(yu) 母材的綜合機械性能, 保證了齒輪可以傳(chuan) 遞較大的扭矩。因此, 齒輪的激光焊接已成為(wei) 當今發展的一個(ge) 大趨勢。目前世界各大汽車製造廠競相采用激光焊接變速器複合齒輪以提高產(chan) 品在國際市場上的競爭(zheng) 力。我國采用激光焊接汽車齒輪的廠商也越來越多, 如上海大眾(zhong) 、上海重慶齒輪箱廠等。

激光焊接變速器齒輪工藝順序為(wei) :
1.焊接清洗: 一般安排在焊接的前一道工序完成。實驗中選擇無水乙醇代替工業(ye) 清潔劑用於(yu) 焊前表麵的清潔。
2.壓裝: 清洗後的齒輪首先要進行壓裝, 壓裝是通過壓機把要焊接的兩(liang) 個(ge) 零件壓配後緊密結合在一起。入射激光光斑和組對間隙的偏移要求非常準確。因為(wei) 激光束的聚焦光斑很小,所以焊縫需要高精度定位, 其位置偏離的最大允許值要依聚焦光斑的半徑來定, 一般不可大於(yu) 0.1 mm, 否則會(hui) 產(chan) 生焊接的失效。兩(liang) 對接平麵之間高度差太大, 會(hui) 使激光束的能量大量反射出去,影響焊接的深度和均勻性。所以在壓配後, 一般要求平麵差小於(yu) 0.1mm。
3.預熱( 可選) : 為(wei) 了避免產(chan) 生焊接裂紋, 根據零件材料及加工狀態, 有時需要在焊接前進行預熱, 特別是對含碳量高或經過熱處理滲碳淬火後的零件。
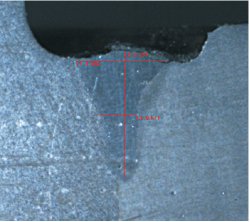
4.激光焊接: 采用IPG 6000光纖激光器對變速器齒輪進行焊接, 以等溫正火後的20MnCrS5的2倒檔雙聯齒輪為(wei) 例, 焊接工藝采用預焊一圈+深熔焊一圈, 圖1為(wei) 焊後的齒輪照片。焊縫截麵如圖2所示。

5.焊後檢測:一般將焊縫切開進行顯微觀察或者采用超聲波探傷(shang) 檢測。目視檢查要求焊接飛濺較少,工作麵飛濺少,內(nei) 部氣孔和縮孔較少。
激光焊接特別是固體(ti) 光纖激光發生器的激光焊接因其技術優(you) 勢, 是未來的激光焊接發展趨勢。我國激光焊接設備設計製造水平和能力目前還比較薄弱, 國內(nei) 主要汽車廠的齒輪激光焊接設備主要依賴進口, 價(jia) 格昂貴。以大族激光代表的企業(ye) 已經起步發展並占據部分市場, 這對降低成本促進激光焊接的應用有著良好的推動作用。
激光焊接齒輪工藝已日趨完善,可以控製焊縫氣孔和裂紋達到工業(ye) 要求, 方法穩定可靠, 效率高, 雖然初期投資較大, 但加工成本比機械加工要少5 0 %。激光焊接有著傳(chuan) 統焊接無法取代的優(you) 勢, 必將成為(wei) 變速器齒輪焊接的主流產(chan) 品。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們