




消費電子的外觀結構件製造要求材料加工性好且輕便美觀,6係鋁合金成為(wei) 理想材料。本文分析了激光焊接鋁合金具有的優(you) 勢,以及激光+焦點監控技術在AR/VR眼鏡焊接中的應用。
伴隨著5G時代的到來,消費電子市場得以加速發展,TWS耳機、AR/VR智能眼鏡等市場逐漸興(xing) 起,2021年全球AR和VR智能眼鏡市場銷售額達到了204.7億(yi) 美元,預計到2028年將達到348億(yi) 美元。消費電子的外觀結構件製造要求材料加工性好且輕便美觀,6係鋁合金具有強度高、導熱性良好、可切削和化學拋光效果好等優(you) 點,是製造電子產(chan) 品外觀結構件的理想材料,廣泛應用於(yu) 消費電子外殼。
激光加工具有高聚焦性和傳(chuan) 導性,可以避免熱量的散失和浪費。激光焊接通過脈衝(chong) 光束或者連續的激光束來實現高速、高效、高質焊接。當功率密度足夠高的激光束直接照射鋁合金表麵時,鋁合金表麵瞬間蒸發汽化形成“匙孔”,通過激光光束擺動和移動使匙孔處於(yu) 流動的穩定態,即匙孔周圍的熔融金屬隨著匙孔的前移實時填充匙孔移開後留下的空隙冷卻形成焊縫。
消費電子鋁合金結構件的組裝離不開焊接工藝,目前應用於(yu) 鋁合金的焊接技術可歸為(wei) 三類:(1)TIG焊、MIG焊、等離子弧焊;(2)激光焊、電子束焊;(3)攪拌摩擦焊等。基於(yu) 鋁合金線膨脹係數大、高導熱率等特性,結合智能製造、高效焊接的發展趨勢,激光焊接鋁合金成為(wei) 主流的焊接方式之一。與(yu) 傳(chuan) 統的TIG焊和MIG焊相比,激光焊接鋁合金具備以下優(you) 點:(1)能量密度高,熱輸入量小,焊接變形小;(2)焊接速度快;(3)配合視覺定位係統、擺動焊接係統和工裝吹氣係統,可得到優(you) 質焊縫。 本文以材質為(wei) 6係鋁合金、厚度小於(yu) 1mm的VR眼鏡為(wei) 例,采用的激光焊接方式為(wei) 拚接焊,無炸點和氣孔等缺陷,焊縫軌跡為(wei) 沿外輪廓焊接一周。
由於(yu) VR眼鏡的外輪廓為(wei) 無規則圖形,形似“蝸牛”狀,結合鋁合金材質特性,VR眼鏡輪廓焊接采用單模激光器+三維四軸+焊接工裝+焦點監控模塊+CCD定位+擺動焊接頭搭配同軸保護氣裝置,其中: (1)單模激光器光束質量高(M²<1.4),焊接穿透力強; (2)三維四軸包括X、Y、Z、W軸,絲(si) 杆搭配伺服電機可以保證VR眼鏡高速旋轉焊接; (3)焊接工裝將VR眼鏡的左右兩(liang) 部分進行壓合,保證焊接無間隙; (4)焦點監控模塊專(zhuan) 用於(yu) 無規則圖形的激光焊接應用,確保焊縫一致性,保證焊接效果; (5)CCD定位可以保證焊縫位置一直處於(yu) 拚接位置正中心,並在焊前預防來料異常(如裝配間隙大、焊縫位置偏移等問題); (6)擺動焊接頭+同軸保護氣裝置,保護激光與(yu) 鋁合金進行熱作用時發生氧化,且擺動焊接方式可以擴大匙孔尺寸,利於(yu) 規避焊接氣孔和裂紋等缺陷。 焦點監控模塊主要包含相機和控製軟件,其硬件示意圖和軟件界麵如下圖1所示: 圖1-1焦點監控模塊示意圖 圖1-2軟件界麵
焦點監控的工作原理:采用設備激光器自帶指示紅光,使用相機接收在樣品上反射光的圖像信息,然後通過圖像處理,對光斑位置及相對激光焦點的垂直軸偏移量進行校正,得到線性關(guan) 係,從(cong) 而實現快捷焦點監控和校正的功能。焦點模塊的核心技術指標如下表1所示: 表1 焦點監控模塊技術指標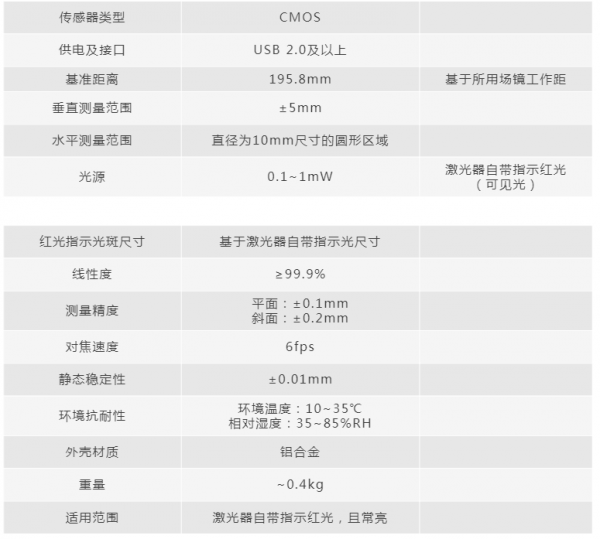
焦點監控模塊的使用步驟如下: 為(wei) 保證焊接效果,不同焊縫位置焦點差異控製在±0.2mm,焦點位置差異實時顯示在軟件界麵上,軟件界麵會(hui) 顯示“綠燈”正常和“紅燈”異常提示,如下圖2所示: 圖2-1 焦點位置正常 圖2-2 焦點位置異常
通過使用具有上述單元模塊的焊接設備,焊接參數及焊接效果下如圖3所示: 圖3-1 焊縫效果圖 圖3-2 切片圖 表2 焊接參數表 焊接功率(W) 擺動頻率(Hz) 焊接速度(mm/s) 擺動寬度(mm) 320 350 35 0.7
高功率激光三維焊接均使用機器人+三軸工裝實現三維焊接,而精密激光焊接中焦點監控搭配激光擺動焊接技術正成為(wei) 不規則圖形焊接工藝的標準配置,其較強的焊接適應能力,使激光+焦點監控技術在3C消費電子、新能源電池、五金及醫療等行業(ye) 的應用會(hui) 越來越廣。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們