




隨著汽車市場的大變革,新能源汽車逐漸替代傳(chuan) 統燃油汽車。新能源汽車絕大多數離不開電池模組,同時又需要滿足汽車車身輕量化的要求,故電池外殼通常采用密度小、強度高的鋁合金來製造。但是鋁合金焊接起來難度大,尤其是薄板鋁合金焊接難度更大。本文主要研究采用脈衝(chong) 激光焊機對0.5毫米鋁合金薄片焊接時,采用合適的焊接參數,焊前采用CCD實時成像技術監測母材拚接距離,定位準確後再進行焊接,焊接過程中選用平均焊接速度≥20mm/s,能夠獲得焊接熔深0.4~0.7mm,熔寬0.8~1.2mm,並且焊縫成形美觀的焊縫。
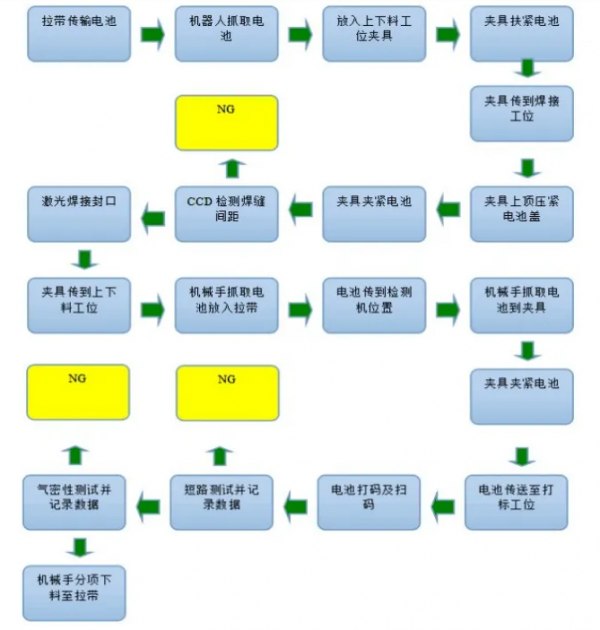
激光焊接由於(yu) 采用能量密度特別高的激光作為(wei) 焊接熱源,故焊接起來速度快,熱影響區小,焊接變形量小,對於(yu) 鋁合金焊接也能夠獲得焊接質量優(you) 良的焊縫。其中,電池外殼焊接時焊接材料涉及鋁合金和紫銅兩(liang) 種異種材料的焊接,鋁合金焊接時極易氧化,銅由於(yu) 導熱性極強,焊接難度非常大。電池外殼有圓形和方形兩(liang) 種形式。焊接方式有拚接焊和搭接疊焊兩(liang) 種方式,焊接部位涉及防爆網、極柱、封口處、模組等部位。 電池外殼組裝好後,立放在傳(chuan) 送帶上,然後經由傳(chuan) 送帶傳(chuan) 至焊接區域。由焊接機械手上料,然後組裝,采用啟動夾具進行定位夾緊,焊前采用CCD檢測拚縫,保證焊縫間距,間距一致且合適才能焊接。CCD定位誤差在0.05毫米以內(nei) 。采用激光焊接機對電池進行封裝焊後,能夠達到焊接熔深0.4~0.7mm,熔寬0.8~1.2mm。激光焊後,焊縫整體(ti) 外觀整潔,焊縫成形美觀,焊接變形量小於(yu) 0.5毫米。同時,在焊接機頭上方配備排煙除塵裝置,及時除去焊接過程中產(chan) 生的煙塵,維護生產(chan) 環境。焊接夾具采用氣動控製,能夠實現自動定位、夾緊工序,能夠利用輸送軸把電池外殼精準送到焊接位置,焊接期間,采用CCD實時監測焊接過程。夾具可以根據被焊電池外殼大小自動調節。 通過試驗發現,采用流水線作業(ye) 更能獲得質量一致度高的產(chan) 品,焊前采用CCD監測焊縫間距,定位準確後再進行焊接,焊接過程中選用平均焊接速度≥20mm/s,焊接熔深0.4~0.7mm,熔寬0.8~1.2mm的焊接參數能獲得焊縫成形美觀的焊縫,同時采用兩(liang) 台激光焊機焊接,能有效減小焊接過程中的變形量,能將變形量控製在0.5mm以下。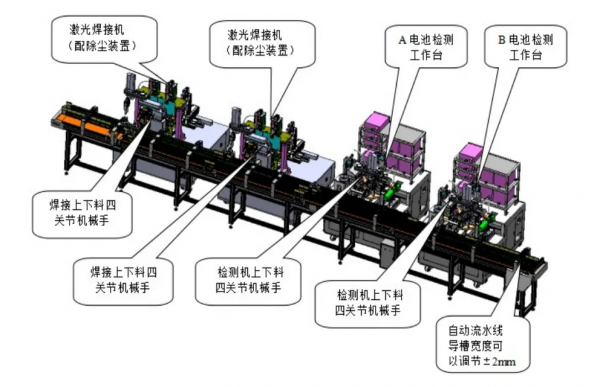
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們