




本文作者:英諾激光 | 嵇煜、胡琛
1、引言
鎂合金以比強度高、比剛度好,輕量性和鑄造性好等一係列優(you) 點,在交通運輸、航空航天、電子產(chan) 品和醫療器械等領域得到廣泛應用[1],被認為(wei) 是21世紀最具發展潛力的綠色工程材料。然而鎂合金的電極電位極低,在潮濕環境下極易腐蝕,限製了其工業(ye) 發展,因此提高鎂合金耐蝕性具有重要的現實意義(yi) 。
改善金屬材料耐蝕性主要從(cong) 合金成分、快速凝固工藝以及表麵處理三方麵入手。改變成分旨在鎂合金中加入少量稀土元素而提高其本身耐蝕性,但稀土元素高額的成本並不適用於(yu) 工業(ye) 應用;快速凝固技術具有複雜繁瑣的步驟,在快節奏工業(ye) 生產(chan) 中沒有優(you) 勢;表麵處理憑借其較高的性價(jia) 比在防腐領域應用甚廣,而對鎂合金基體(ti) 改性形成超疏水表麵也是近年來使用到的一種簡單且高效的方法[2]。超疏水鎂合金具有很好的超疏水性能,在衛星天線、雷達的保潔表麵,以及航空材料、汽車殼體(ti) 表麵等都具有非常高的應用價(jia) 值。 1.1 超疏水狀態 超疏水是一種特殊的潤濕性狀態[3],潤濕是指當液體(ti) 與(yu) 固體(ti) 表麵接觸時,液體(ti) 取代原氣-固接觸麵,而形成新的固-液界麵。固體(ti) 表麵的潤濕性由靜態接觸角的大小來表征,如圖1.1所示,當液滴穩定地停留在固體(ti) 表麵時,在液滴邊緣的切線處與(yu) 固體(ti) 表麵所形成的夾角被稱為(wei) 接觸角。 圖1.1 接觸角理論模型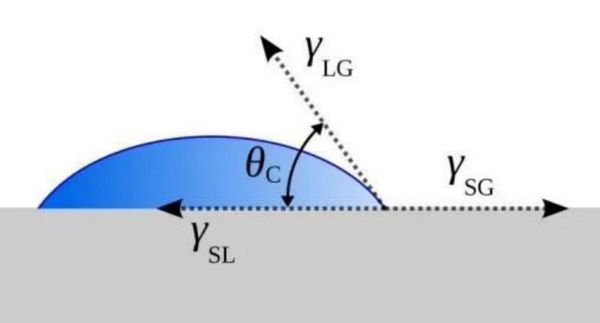
由楊氏方程可知,靜態接觸角的大小與(yu) 固體(ti) 表麵化學自由能有關(guan) ,可以通過降低表麵化學自由能來提高靜態接觸角。潤濕性狀態也是由靜態接觸角的大小來定義(yi) 。通常情況下,當接觸角在0°<θ<10°時,水滴基本平鋪在固體(ti) 表麵,稱為(wei) 超親(qin) 水狀態;接觸角在10°<θ<90°時,稱為(wei) 親(qin) 水狀態;接觸角在90°<θ<150°時,水滴在表麵呈現半球形狀,此時稱為(wei) 疏水狀態;而當接觸角在150°<θ<180°,滾動角<10°時,水滴滴落在表麵呈現近球形狀,此時稱為(wei) 超疏水狀態。 圖1.2 不同濕性狀態的接觸角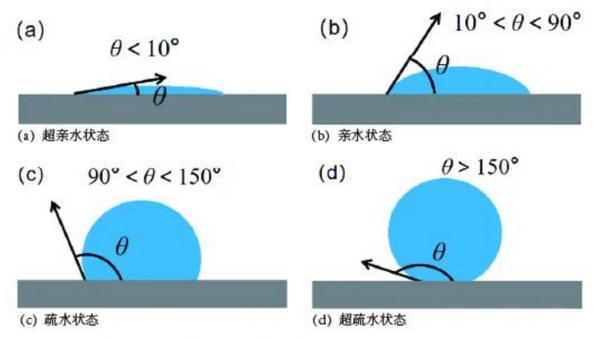
1.2 皮秒激光器的加工技術 針對鎂合金耐蝕性差的問題,我們(men) 采用自主研發的皮秒激光器對鎂合金進行加工,對表麵處理實施性價(jia) 比更高的激光加工方案以適用於(yu) 工業(ye) 化生產(chan) 應用。激光加工技術具有可便利地加工出表麵微織構、可調控表麵潤濕性和對環境要求低等優(you) 勢,而超短脈衝(chong) 激光在加工過程中更是具有較小的熱影響,如圖1.3所示,對表麵形貌的構建有更好的展現性。該項目采用的方法相較於(yu) 其他表麵處理提高耐蝕性,具有高精度、高效率、低成本的優(you) 勢,以致力於(yu) 激光在行業(ye) 中的應用。 圖1.3 激光加工原理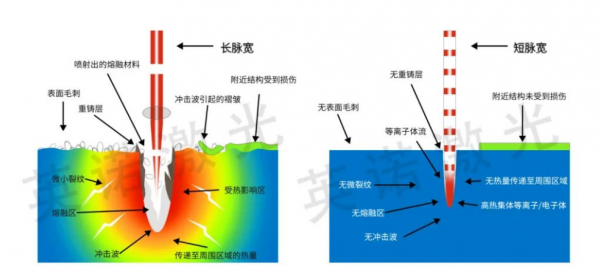
02、固體(ti) 表麵潤濕性的基本原理 固體(ti) 材料的潤濕性是由表麵自由能和粗糙度所決(jue) 定的[4,5],因此,采用激光技術構建呈周期性排列的凹坑和柱狀凸起的微織構,伴隨微織構周圍由激光加工過程中產(chan) 生的微納米顆粒,提高表麵粗糙度,當液滴滴落在固體(ti) 表麵時,微納米顆粒將“托”著水滴在液體(ti) 與(yu) 固體(ti) 之間形成一層“空氣膜”,使水滴無法完全潤濕表麵,更有利於(yu) 超疏水Cassie狀態的形成。
圖1.4 Cassie-Baxter理論模型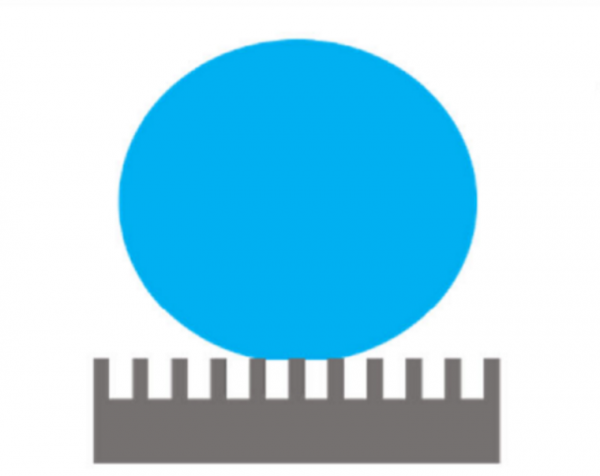
由Wenzel理論可知,親(qin) 水材料表麵在增加粗糙度後會(hui) 變的更加親(qin) 水。通常,金屬材料的表麵自由能較大,而呈現出親(qin) 水性[6-8]。因此除了粗糙度,表麵自由能對潤濕性也有著不可忽略的影響,相關(guan) 研究表明,C元素含量對材料表麵潤濕性存在極大影響[9,10],較多的含C有機物會(hui) 降低表麵自由能而呈現出超疏水性,為(wei) 了提高表麵有機C分子,經常采取有機物的塗覆或低溫熱處理的措施。
03、皮秒激光對鎂合金的刻蝕實驗
3.1 實驗材料和裝置 本實驗所用的材料為(wei) AZ91D鎂合金,試樣尺寸為(wei) 30mm×30mm×6mm,分別采用240目、500目、800目、1200目、1500目砂紙對鎂合金表麵進行打磨,而後用乙醇溶液進行超聲波清洗20min,烘幹備用。 實驗所采用的設備為(wei) 自研微加工平台,AMT係列工業(ye) 級皮秒激光器和奧林巴斯BX51光學顯微鏡。 圖1.5 英諾激光AMT皮秒激光器及皮秒微加工平台

圖1.6 皮秒加光加工係統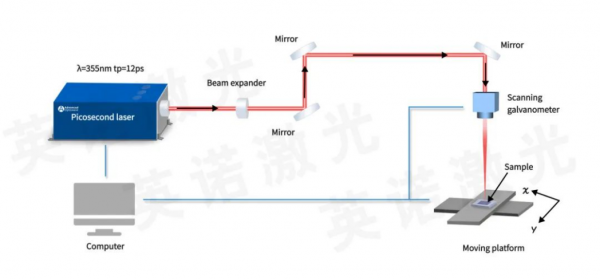
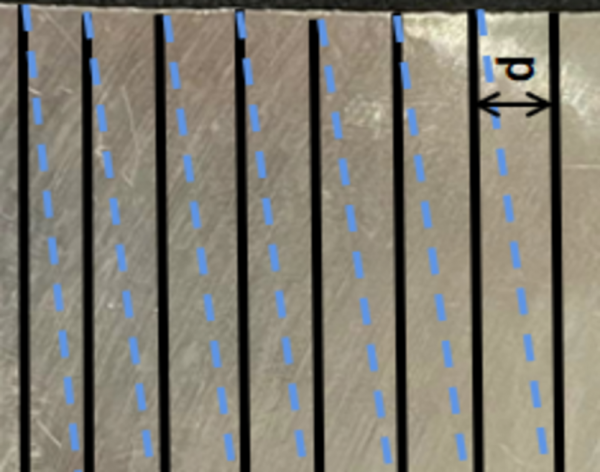
3.2 實驗結果 單X軸或單Y軸的掃描路線可以形成周期性的凹槽,但相關(guan) 研究表明在同等參數加工下,單軸加工後的表麵接觸角小於(yu) 雙軸加工,因此采用交叉型掃描路線,如圖1.7所示,先進行X軸加工,再進行Y軸加工,掃描間距為(wei) d。 圖1.7 AZ91D鎂合金激光掃描路徑
研究了激光能量密度對表麵形貌的影響規律,優(you) 化了激光平均功率對微織構排列的工藝參數。圖1.8為(wei) 不同能量密度對鎂合金表麵形貌的影響,從(cong) 三維形貌圖中可以觀察到,當能量密度為(wei) 0.956J/cm²和1.611J/cm²時,激光已開始對鎂合金基體(ti) 產(chan) 生刻蝕效果,其中微織構並沒有形成很深的凹槽,這是由於(yu) 激光能量密度過小,無法在鎂合金表麵形成一定深度;當能量密度提升到2.433J/cm²和3.389J/cm²時,表麵形成高度不一的微織構呈一定周期性排列,且局部受熱影響產(chan) 生堆積現象,在激光加工過程中金屬液滴的飛濺有利於(yu) 微納米顆粒物的產(chan) 生;當能量密度達到4.445J/cm²和5.58J/cm²時,表麵受到了較為(wei) 嚴(yan) 重的熱影響,幾乎全表麵發生重熔現象,加工的微織構呈不規則狀排列。由此可知,當能量密度在2.433~3.389J/cm²時,最適合周期性微織構的構建。 圖1.8 不同能量密度對表麵形貌的影響。從(cong) 左至右 (a) 0.956J/cm² (b) 1.611J/cm² (c) 2.433J/cm² (d) 3.389 J/cm² (e) 4.445J/cm² (f) 5.58J/cm²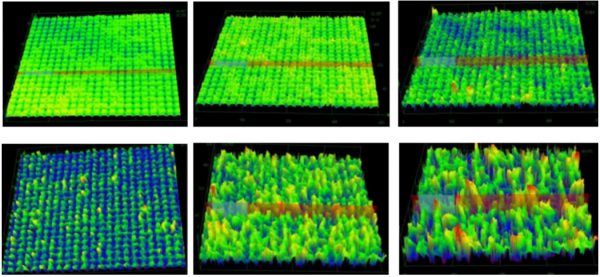
上述實驗內(nei) 容通過控製變量法確定了激光能量密度的選用範圍,而影響表麵潤濕性的工藝參數還包括激光掃描速度、掃描間距和重複次數,采用相同方法依次縮小最優(you) 工藝參數的選擇範圍。 經過不斷的參數優(you) 化,當能量密度為(wei) 3.389J/cm²,速度為(wei) 800mm/s,掃描間距為(wei) 30μm,重複次數為(wei) 6次和能量密度為(wei) 4.44J/cm²,速度為(wei) 1000mm/s,掃描間距為(wei) 30μm,重複次數為(wei) 7次時,在低溫熱處理後表麵達到了超疏水的效果,其三維形貌如圖1.9所示,可以觀察到微織構呈周期性排列且凹坑存在一定深度,對其潤濕性進行測量,靜態接觸角分別達到了150.67°和151.19°;采用高速攝像頭對其滾動角拍攝,如圖1.10所示,測量滾動角為(wei) 3.5°,完全符合超疏水表麵的要求。 圖1.9 超疏水表麵三維形貌圖及接觸角測量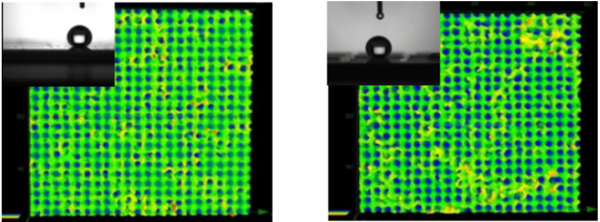
上述結果顯示,使用自研的紅外皮秒激光器進行金屬材料表麵微織構的加工時,通過工藝參數不斷優(you) 化,可以得到呈周期性整齊排列的微織構,為(wei) 超疏水表麵的構建做好鋪墊,也為(wei) 激光微織構提高金屬材料性能大規模的工程應用做好基礎。 圖1.10 滾動角測量 3.3 總結 本文介紹了鎂合金廣闊的發展前景以及超疏水表麵的基本原理和優(you) 勢,從(cong) 微織構的構建入手,采用自主研發的高性能紅外皮秒激光器在鎂合金表麵進行加工,結合低溫熱處理,實現了鎂合金表麵潤濕性的調控,研究了不同激光工藝參數對表麵形貌的影響規律,並揭示了相關(guan) 機理,結果表明:激光能量密度、掃描速度、掃描間距以及重複次數對鎂合金表麵形貌及潤濕性有著重要影響。周期性織構表麵疏水性優(you) 於(yu) 隨機織構表麵;微織構周圍附著激光加工時產(chan) 生的微納米顆粒,形成多級結構,有利於(yu) 超疏水表麵的構建。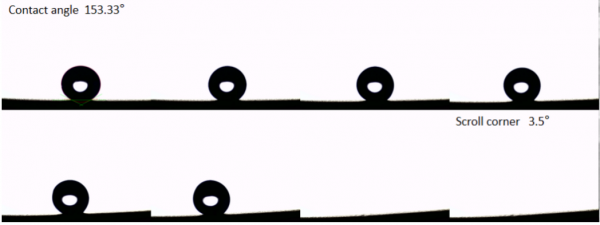
04、英諾激光皮秒激光器 AMT係列
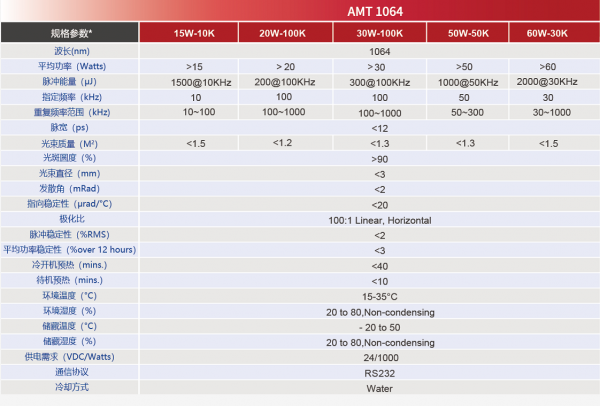
AMT-1064係列紅外皮秒激光器,擁有領先的自動換點技術和光斑補償(chang) 技術,先進的技術保證了優(you) 質的光束質量、光斑大小、延長晶體(ti) 使用壽命及提高了激光器的穩定性同時采用緊湊型的一體(ti) 化設計,能有效簡化客戶的整機設計,為(wei) 集成商降低集成成本與(yu) 難度,提高生產(chan) 效率。 激光器可通過外部觸發信號控製,支持多種觸發模式可選,客戶可按需選擇高/低電平觸發,上升沿/下降沿觸發模式;其中上升/下降沿觸發模式可實現按需脈衝(chong) 觸發(POD)功能。 AMT1064 AMT-1064紅外皮秒激光器擁有優(you) 質的光學質量,光斑質量(M²<1.2),圓度可達90%以上,可靠的脈衝(chong) 穩定<2%、功率穩定性<3%。激光器功率涵蓋15-75W,可定製90W,工作頻率範圍涵蓋10-1000kHz,最高可定製達10M。脈衝(chong) 能量最高可達2mJ,12ps的超窄脈衝(chong) 寬度。在100K時,可提供>30W的輸出功率,單脈衝(chong) 能量可達300μJ以上,且脈衝(chong) 串模式下最多可提供1-10個(ge) 脈衝(chong) 選擇,並且可以按需對單個(ge) 脈衝(chong) 的能量進行調節。 應用領域 憑借以上的優(you) 勢,AMT-1064紅外皮秒激光器不僅(jin) 在鎂合金表麵進行激光加工具有優(you) 勢,同時更可以廣泛應用於(yu) 各種透明脆性材料如玻璃、藍寶石、全麵屏等切割;切割厚度範圍廣,切割質量好(幾乎無粉塵、無崩邊、碎屑、微裂紋),而且可實現幾乎無錐度任意形狀切割(直線、曲線、圓孔等)。
參考文獻 [1] Polmear I J, StJohn D, Nie J F, et al. Light alloys: metallurgy of the light metals[M]. 5th ed. Oxford: Butterworth-Heinemann Elsevier Ltd., 2017. [2] Wang Z W, Li Q, She Z X, et al. Facile and fast fabrication of superhydrophobic surface on magnesium alloy[J]. Applied Surface Science, 2013, 271: 182-192. [3] 江雷.從(cong) 自然到仿生的超疏水納米界麵材料[J].新材料產(chan) 業(ye) ,2003(03):60-65. [4] Jiang L , Wang R , Yang B , et al. Binary cooperative complementary nanoscale interfacial materials[J]. Pure & Applied Chemistry, 2000, 72(1-2):73-81. [5] Zhu Y , Zhang J , Zheng Y ,et al.Stable, superhydrophobic, and conductive polyaniline/polystyrene films for corrosive enviromnents[J].Advanced Functional Materials, 2006, 16(4):568-574. [6] Kietzig A M, Hatzikiriakos S G, Englezos P. Patterned superhydrophobic metallic surfaces[J]. Langmuir, 2009, 25(8): 4821-4827. [7] Ta D V, Dunn A, Wasley T J, et al. Nanosecond laser textured superhydrophobic metallic surfaces and their chemical sensing applications[J]. Applied Surface Science, 2015, 357: 248-254. [8] Trdan U, Hocevar M , Gregorcic P. Transition from superhydrophilic to superhydrophobic state of laser textured stainless steel surface and its effect on corrosion resistance[J]. Corrosion Science, 2017, 123: 21-26. [9] 楊奇彪, 鄧波, 汪於(yu) 濤, 等 . 飛秒激光誘導鋁基的超疏水表麵[J]. 激光與(yu) 光電子學進展, 2017, 54(10): 101408. [10] 張徑舟, 陳烽, 雍佳樂(le) , 等.飛秒激光誘導仿生超疏水材料表麵的研究進[J]. 激光與(yu) 光電子學進展, 2018, 55(11): 110001.
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們