




1. 激光釺焊氣孔產(chan) 生的原因
2. 氣孔的描述
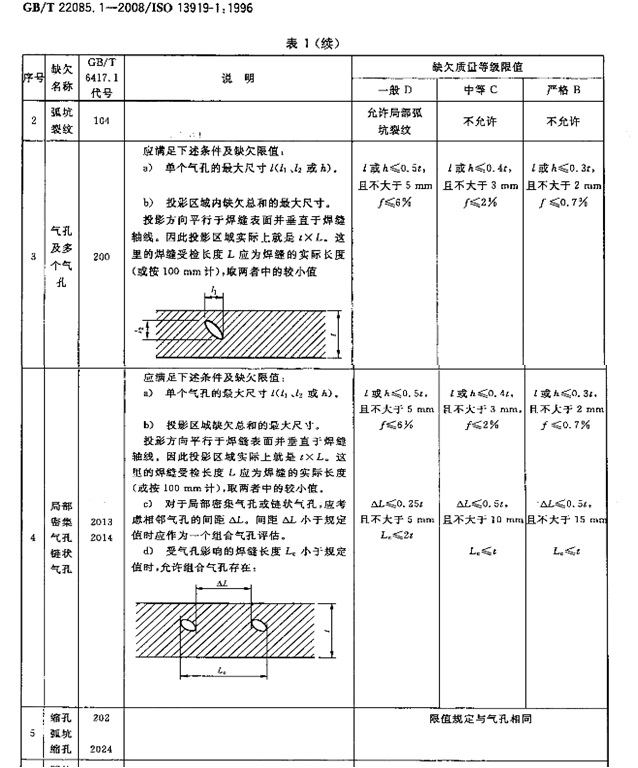
3. 有關(guan) 氣孔的標準
激光釺焊頂蓋結構
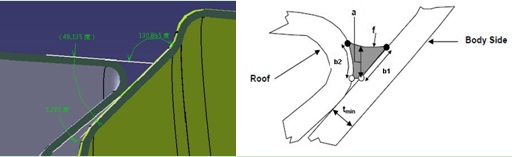
圖1 頂蓋激光釺焊結構(左:數模結構圖,右:結構示意圖)
頂蓋激光釺焊(結構如圖1所示),采用激光將焊絲(si) 加熱,並填充到焊縫,光斑比焊絲(si) 直徑大,利用光斑邊緣加熱母材,使得焊絲(si) 更容易鋪展,從(cong) 而填充在母材表麵形成釺焊縫。激光焊接過程中的氣孔,可以分為(wei) 兩(liang) 種,一類是冶金氣孔,也就是本身有產(chan) 生氣孔的雜質受熱分解或鍍鋅層揮發不能完全從(cong) 熔池中排淨而產(chan) 生的氣孔,一類是工藝氣孔,即由於(yu) 小孔效應而產(chan) 生的氣孔。
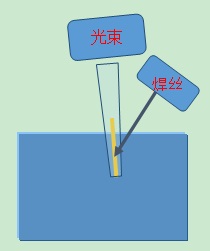
圖2 激光釺焊頂蓋原理圖
對於(yu) 頂蓋激光釺焊來說,氣孔產(chan) 生的原因主要是第一種,可能是雜質受熱分解,也可能是鍍鋅層蒸發不完全而造成。氣孔分為(wei) 表麵氣孔和內(nei) 部氣孔,內(nei) 部氣孔看不到,通常肉眼直接能看清的為(wei) 表麵氣孔(圖3所示)。
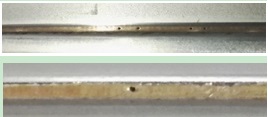
圖3頂蓋激光釺焊縫表麵氣孔
焊前,焊縫表麵受清理幹淨,或表麵存在油、水、雜質都容易受熱分解而形成氣孔。當然也有相當一部分由於(yu) 焊接過程中,鋅蒸氣的揮發而導致。在批量造車前,需要對前道工序的雜質進行控製,從(cong) 而從(cong) 源頭上控製氣孔。通常頂蓋與(yu) 側(ce) 圍都鍍鋅板,也有就側(ce) 圍是鍍鋅板,母材中鍍鋅板越少,出現氣孔的概述將下降不少。
氣孔的產(chan) 生源頭無法完全消除,產(chan) 生氣孔的可能性也一直存在。母材為(wei) 雙鍍鋅板,通過實驗發現,降低激光功率,能有效控製氣孔。增加送絲(si) 速度,在不影響打磨的前提下,能有效控製氣孔。說明氣孔是一直存在的,隻是可能存在焊縫表麵,也可能存在焊縫內(nei) 部形成內(nei) 部氣孔。
激光焊相關(guan) 氣孔標準,見表1,參見13919-1、ISO 5620等。企業(ye) 對焊縫氣孔數量有大小有嚴(yan) 格的限製。針對內(nei) 部氣孔,最大直徑為(wei) 0.5mm,針對外部氣孔,根據要求為(wei) 0.2mm,不影響後續油漆噴漆即可。另外,從(cong) 金相上來看,氣孔主要集中在焊縫的底部。
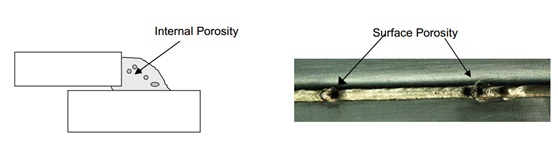
圖4 內(nei) 部氣孔 圖5 外部氣孔
通過減小功率,從(cong) 源頭上減少鍍鋅層蒸發而造成氣孔數量的增加。通過加大送絲(si) ,將原本可以成功溢出氣孔,無法從(cong) 表麵焊縫溢出。從(cong) 而未在焊縫表麵看見肉眼可觀氣孔。
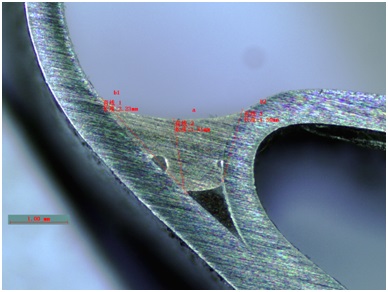
圖6頂蓋激光釺焊焊縫成型結構圖
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們