




靈活的解決(jue) 方案之激光的智能控製提高大型工件的加工效能
作者:Eva Jubitz,錢惠紅,趙佳蔚,德國SCANLAB公司
在很多微加工應用中,人們(men) 需要對大幅麵進行高精度加工。傳(chuan) 統的高精度掃描係統必須配置短焦距的光學組合得以實現。然而,短焦距意味著有限的掃描幅麵。為(wei) 了克服這個(ge) 難題,SCANLAB和ACS運動控製公司聯合研發了XLSCAN解決(jue) 方案,通過同步控製掃描頭和XY平台來實現快速、精準的掃描.有了XLSCAN,加工區域僅(jin) 受機械軸的行進路徑限製, 因此加工幅麵在理想狀態下可以擴展到無窮大.眾(zhong) 多應用案例已表明, 掃描頭和XY工作台的聯動加工可以大幅度提高產(chan) 能[1].
新型伺服控製方法助力更高精度
在傳(chuan) 統的同步控製掃描頭和XY工作台的係統中, 相對高速運動的掃描頭會(hui) 對低速的運動平台帶來的位置偏差進行實時補償(chang) 。質量慣性及各係統的伺服控製回路設計會(hui) 引起跟蹤誤差(即響應延遲),這意味著實際位置會(hui) 暫時偏離設定位置。隻有在經過一定時間後,且在引發的係統瞬時振動之後,運動點才能到達所設定的位置. 由此可見,由於(yu) 時間滯後而引起的偏差這一物理約束明顯降低了係統精度. 在實際加工過程中,人們(men) 也嚐試通過預估值來推算低速運動的XY平台可能產(chan) 生的偏差. 但是這種方法隻對低速且無中斷的平台運動有效.當運動路徑出現拐角, 該方法產(chan) 生的定位偏差將尤其明顯。
XL SCAN采用全新的控製方法。它的syncAXIS控製軟件應用了智能過濾器來控製掃描頭和XY工作台,從(cong) 而讓每一個(ge) 係統的物理約束在集成軌跡規劃的最開始就被考慮在內(nei) . 整個(ge) XLSCAN係統的跟蹤誤差為(wei) 0。兩(liang) 個(ge) 係統(運動平台和掃描頭)的位置都可以在非常短的周期內(nei) (10µ)以微米級的精度相互協調。這使得XL SCAN的精度領先於(yu) 市場上其他由同步掃描頭和XY工作台組成的聯動控製解決(jue) 方案. 在高速工作的情況下, XL SCAN的優(you) 勢更加明顯. 正因為(wei) 整個(ge) 係統的振蕩得以消除,XL SCAN的精度僅(jin) 受單個(ge) 係統(即掃描頭或運動平台)的精度的限製。
延伸出的激光控製技術
syncAXIS控製軟件的軌跡規劃不僅(jin) 僅(jin) 增強同步控製精度,它還可以實現對先進的超短脈衝(chong) (USP)激光器的更多樣的精確管理和調整。加工圖案的準確執行完全由用戶自行構造配置, 我們(men) 也提供諸多選項可供用戶選擇. 例如,操作員可以給加工圖像設定各種軌跡參數,如脈衝(chong) 間隔, 單個(ge) 激光光斑強度和可容許的轉角圓弧度等等。
光斑距離控製(SDC)也是該係統的亮點之一。它使得作用在工件上的激光脈衝(chong) 間隔穩定且可控.傳(chuan) 統的脈衝(chong) 控製係統依賴於(yu) 估算和推斷定位,使得係統分辨率受物理層麵的約束.由於(yu) XLSCAN係統的跟蹤誤差為(wei) 0,激光脈衝(chong) 沿掃描路徑的精確定位輸出完全符合用戶設定的脈衝(chong) 間距。
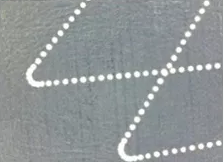
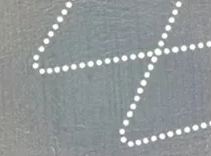
光斑間隔控製(SDC)功能的分辨率64 MHz.對於(yu) 典型的500 kHz激光頻率,這意味著在理想狀態下, 最大脈衝(chong) 間隔偏差約為(wei) 1.5%。圖2顯示了傳(chuan) 統係統的加工路徑,而圖3顯示了光斑間隔控製支持下的運動軌跡規劃
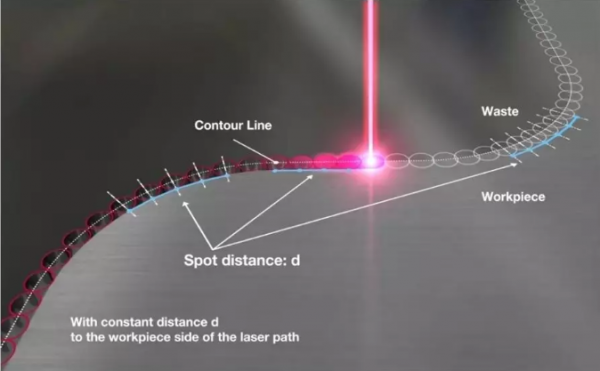
特別是對於(yu) 切割應用,穩定的脈衝(chong) 間隔對於(yu) 加工結果和切割邊緣的質量至關(guan) 重要。其他具有脈衝(chong) 控製的係統僅(jin) 允許通過兩(liang) 個(ge) 脈衝(chong) 的中間點來定義(yi) 兩(liang) 個(ge) 脈衝(chong) 之間的距離. 而XLSCAN的脈衝(chong) 控製方式以考慮精度為(wei) 優(you) 先條件.它允許激光脈衝(chong) 間隔不僅(jin) 可以根據激光路徑中心線來調整,而且可以根據光斑路徑內(nei) 部或外部輪廓來調整.這確保了均勻的能量分布和工件邊緣的精確加工. 在圖4中,工件邊緣激光脈衝(chong) 的等間隔分布(藍線)描述了這一功能. 對於(yu) 敏感的工件材料(例如薄膜), 這種方法可以避免燒焦和切割不均勻.
即使使用遠心鏡頭,作用在工件上的激光光斑大小還是會(hui) 隨著掃描頭內(nei) 鏡片的偏轉角度而變化. XL SCAN的軌跡規劃可以根據偏轉角度調整激光參數。這種情況下即便光斑大小在沿著激光路徑有很小的變化,其能量密度也能保持不變.因此,激光在薄膜和其他材料上的均勻加工得以實現.

圖5:偏轉角度與(yu) 所得光斑大小之間的關(guan) 係
前瞻性軌跡規劃不僅(jin) 提供精確的、無跟蹤差錯的加工,而且還結合用戶特定的公差限度充分發掘係統的最大能動性, 讓係統待用時間得到最小化. 當傳(chuan) 統的係統執行淩空書(shu) 寫(xie) 時,激光器會(hui) 在掃描頭加速階段完成之後才打開, 以保證激光加工速度恒定.XLSCAN的軌跡規劃通過提前考慮物理約束和定義(yi) 公差,避免了動用淩空書(shu) 寫(xie) 。這樣一來,因激光路徑複雜而產(chan) 生的頻繁的加速以及其所耗時間得以避免和節省,有效提高了產(chan) 能。
工藝步驟的並行化提高了產(chan) 量並降低了成本。目前,單個(ge) XL SCAN可以同時控製多達四個(ge) 掃描頭,我們(men) 還在計劃擴展更多掃描頭。
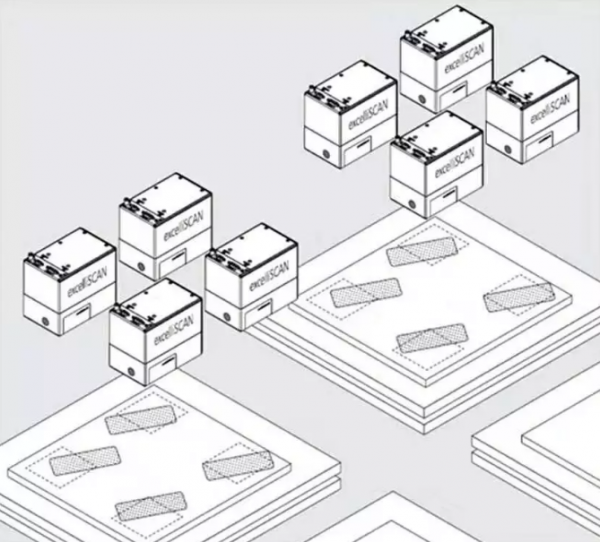
在多頭係統中的掃描頭可以靈活布置和配置.除了圖6所示的布局之外,還可以橋接四個(ge) 彼此相鄰的掃描儀(yi) . 各掃描頭之間能夠實時同步,保證了整個(ge) 係統的精度。這樣的布局實現了多個(ge) 工件的並行加工。如此一來,用戶可以自由地調整各個(ge) 掃描頭下的工件方位與(yu) 方向,使得用戶對工件的定位和方向進行自動檢測(例如圖像識別)得以完成.若在XL SCAN上再附加一個(ge) 機械軸,那麽(me) 掃描頭之間間距也可以在軟件中修改和定義(yi) 。
配置了多個(ge) 掃描頭的係統對大幅麵材料的加工(例如觸摸顯示器的製造)極具吸引力. 從(cong) 液晶顯示器(LCD)到有機發光二極管(OLED)的技術轉變需要新的製造方法.而對於(yu) 這些應用,激光切割尤其表現出顯著的優(you) 勢:在提高產(chan) 量的同時,還能使切割邊緣有更高的精度。另外,產(chan) 品尺寸的設計和加工也有更高的靈活性。
首批XL-SCAN係統已經在多個(ge) 大規模生產(chan) 環境投入運行-包括在中國。
翻譯:李國忠,本刊編輯
校對:Huihong Qian博士,Jiawei Zhao女士,SCANLAB GmbH
SCANLAB GmbH
Email info@scanlab.de
Internet www.scanlab.de/en
參考
References:
[1] H. Schlüter, Ze’ev Kirshenboim: “Large field scanning solution enables precision for large processing areas”; Lane 2018; Published by BayrischesLaserzentrum GmbH
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們