




傳統工業清洗有各種各樣的清洗方式,多是利用化學藥劑和機械方法進行清洗,但是,如 CFCs 等的清洗方式會造成環境汙染而影響公眾健康。隨著我國環境保護法的施行越來越嚴苛,以及民眾環保和安全意識日益增強,市場對綠色環保、且更經濟實用的科學清洗技術的需求變得更加迫切。
激光清洗的優勢
激光清洗技術研究起步於 20 世紀 80 年代中期,但直到 20 世紀 90 年代初期才開始步入工業生產中。激光清洗就是一種目前備受青睞的“綠色”表麵處理技術,主要通過中低功率、高能量密度的脈衝激光束作用於工件表麵,使表麵的汙物、氧化層或塗層瞬間蒸發、氣化或熱膨脹而脫離基體,從而實現表麵淨化的效果。
與傳統的清洗方法相比,激光清洗不需使用任何化學藥劑和清洗液,清洗下來的廢料基本上都是固體粉末,體積小,易於存放,可回收,可以輕易解決化學清洗帶來的環境汙染問題。
激光清洗原理和實際清洗過程
激光清洗的機理
激光清洗的機理基本可分為三個過程:
◆ 蒸發過程——選擇性氣化,剝離;
◆ 撞擊過程——蒸發壓力,光子壓力;
◆ 振動過程——瞬時表麵熱處理。
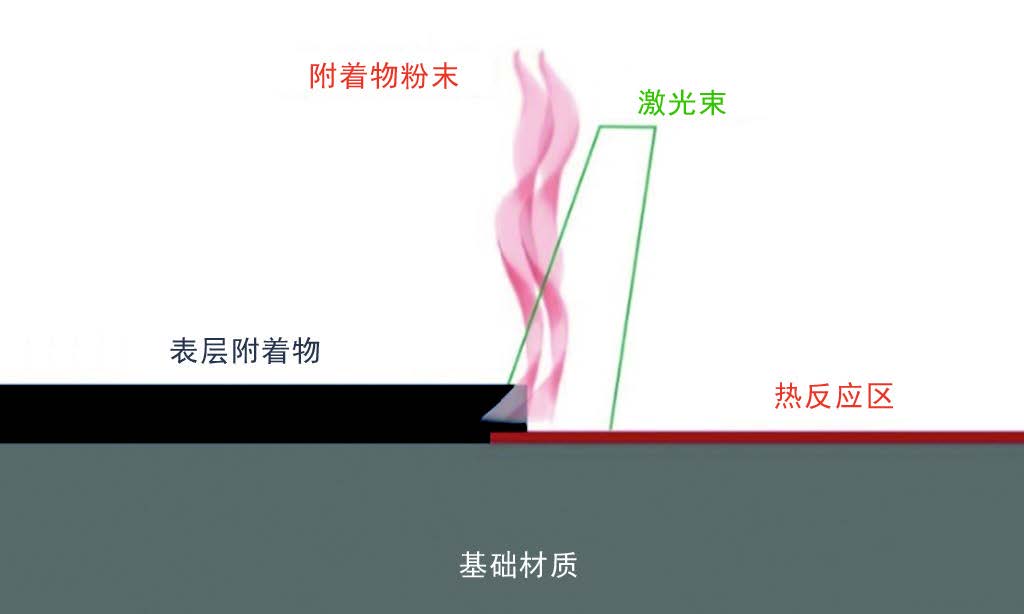
(1)選擇性氣化
在脈寬為 1μs-1ms 脈衝模式下,相對低的激光功率密度(103~105W/cm 2 )照射物體,表麵汙染物被選擇性蒸發,而基材幾乎完好無損,從而實現激光清潔。當覆蓋物吸收率足夠大,覆蓋物本身的溫度會迅速上升以致覆蓋物氣化蒸發;而基材的吸收率遠低於與覆蓋物,溫度上升有限,可有效阻止基材剝離、熔化或蒸發。對於這種應用,一維加熱模式可解釋對入射激光能量不同的吸收率會導致兩層表麵溫升的不同。
有效清潔的一個重要限製條件是:通過高溫蒸發清除表麵覆蓋物,但不能超過基底層的熔化溫度。在這個條件下,清洗過程中覆蓋層將吸收一係列初始脈衝波,以使覆蓋層的溫度上升到蒸發溫度以上,之後一旦覆蓋層被清除,激光將作用於基底層。但由於脈衝能量致基層材料溫度上升有限,並不會損傷基底層,此即為激光清潔的自限製效應。因此,在此過程中還存在一個清除基層材料的損傷閾值(如應力引起的表麵裂紋損傷)。在能夠造成覆蓋層蒸發的激光功率密度 I 0 (1),和基材的損傷閾值時的激光功率密度 I 0 (2) 之間的範圍,就是對物體進行有效激光清洗的安全區。
(2)瞬時表麵熱處理
當短波長激光脈衝迅速沉積並被表麵吸收,目標物表麵即會快速膨脹和收縮,形成衝擊波。受熱層將施加壓力在相鄰材料上,壓力衝擊波將穿過材料。如果產生的力足夠大以至超過材料的剪切強度,那麽可以通過物理損壞來清除材料。
清洗處的表麵快速膨脹和收縮的效應,一是這種效應的量值足夠大以致能夠產生聲波;二是在去除表麵積垢的同時,對基材的損壞可以忽略不計。
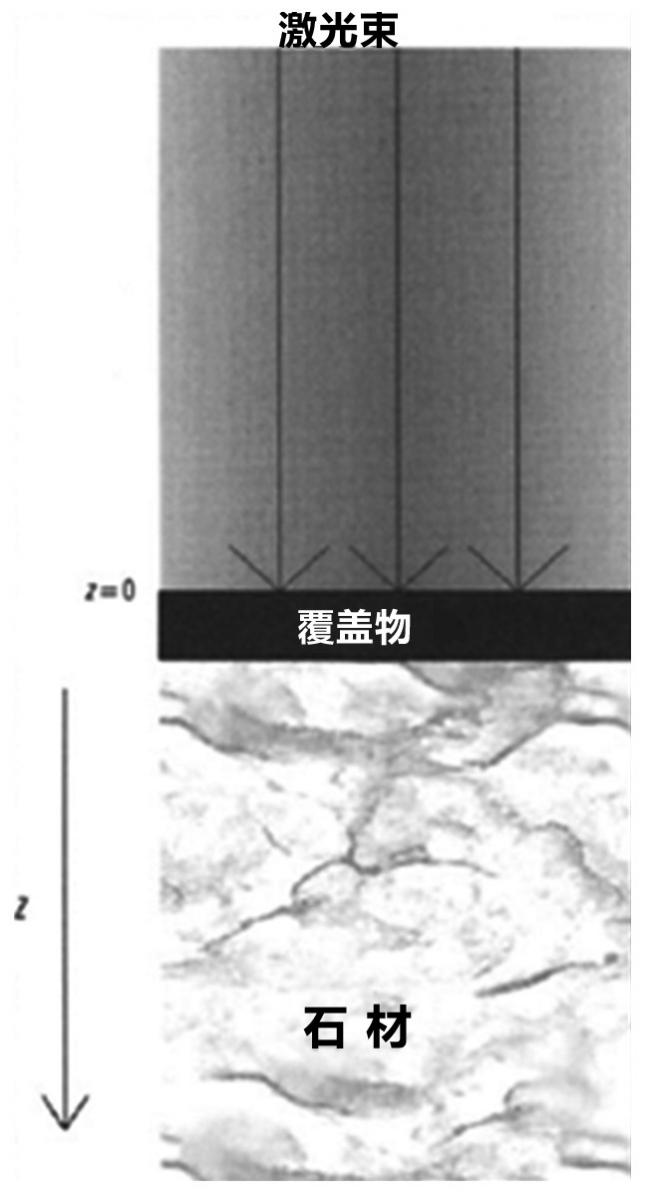
一維加熱模式示意圖
(3)碎裂
當激光功率密度107~1010W/cm2,激光脈衝持續時間約5~20ns時(如在調Q模式下),剝離機製在激光清洗中起主導作用。
在高功率密度下,覆蓋物表麵吸收激光能量後達到蒸發溫度,蒸氣部分被電離產生等離子體,等離子體會繼續強烈吸收激光能量。覆蓋物被等離子體屏蔽而遠離激光時,最初的表麵蒸發停止。當激光脈衝繼續作用時,蒸氣進一步受熱,產生高壓(1~100kbar),導致目標材料表麵產生微觀壓力的衝擊波,再當激光脈衝停止作用時,等離子體從表麵擴張,材料表麵弛豫,薄薄的表層(1~100μm)被碎裂直至剝落。
(4)燒蝕(破壞分子鍵)
高能量光子,如紫外激光中的光子,能夠提供足夠的能量以直接破壞有機材料中的 C-H 化學鍵,把長鏈式高分子剪切成短鏈式分子,然後被短脈衝激光產生的相關機械力清除。兩個或多個 C-H 鍵的剪切需要更大的光子能量,這需要更短波長的紫外激光,如 157~248nm 的準分子激光。與熱剝離不同的是,破壞化學鍵的過程沒有或者幾乎沒有附帶的熱效應。因此這種“冷”燒蝕在許多應用中具有吸引力,如稀有油畫和手稿的保存。
覆蓋物因衝擊波的作用碎裂
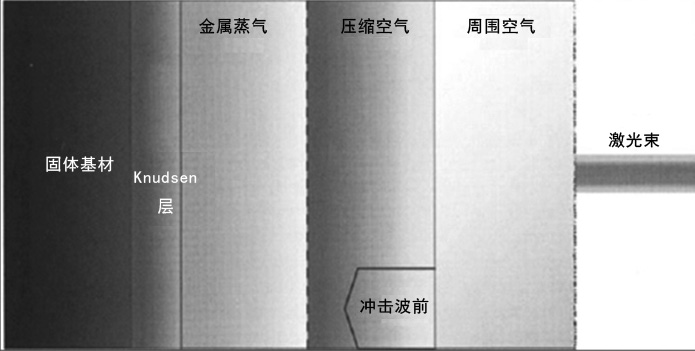
(5)蒸發壓力
在激光輻射的表麵產生高壓脈衝的另外一種機製是蒸發壓力。金屬蒸氣從緊挨周圍氣體的金屬表麵膨脹,和周圍未壓縮的空氣之間存在一個壓縮區,引起在壓縮空氣和周圍未壓縮空氣的界麵上產生激波。材料的迅速蒸發產生很大的反衝壓力。例如在激光功率密度為 1×10 7 W/cm 2 時,會產生大約 2×10 7 Pa 的反衝壓力,在 1×10 8 W/cm 2 時,會產生大約1×10 8 Pa 的反衝壓力。
研究發現,當限定激光功率密度(激光強度)和波長,蒸發壓力會隨著脈衝寬度的減少而增加。在同樣激光功率密度下,對限定的脈衝寬度,發現蒸發壓力會隨著激光波長的減少而增加。因此在清洗易碎物品時,選擇合適範圍的脈衝寬度區間可在保證清洗效果的前提下將機械和熱效應降到最低。
快速蒸發機理示意圖
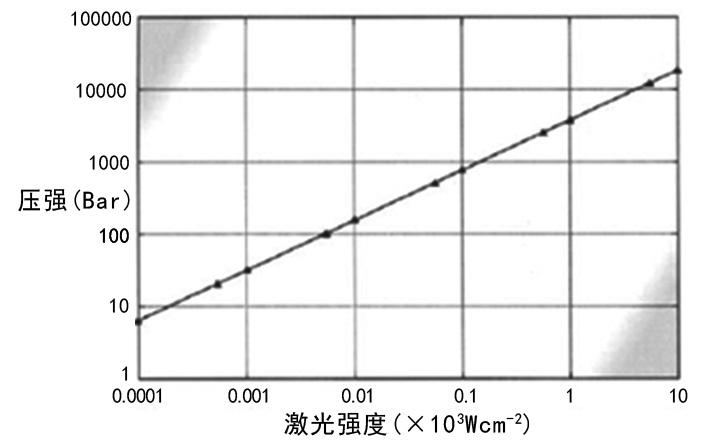
計算得到的蒸發壓力與激光功率密度的變化(波長 1.06μm,脈寬 10ns)
計算得到的蒸發壓力與激光脈寬的變化(波長 1.06μm,功率密度 1×109W/cm 2 )
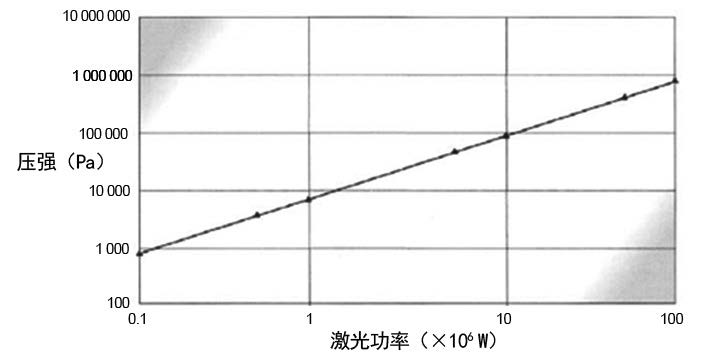
計算得到的光子壓強與激光峰值功率的變化關係( 波 長 1.06μm, 脈 寬10n,光斑直徑 1mm)
(6)光子壓力
光子的動量有一個很小的壓力施加在被照射的物體表麵。高度聚焦的激光能產生非常大的光子流量,故激光能夠在被輻射的物體表麵產生一定的光子壓力。這種壓強雖小,但能清除材料表麵小顆粒。在微電子元件清除亞微米小顆粒就是使用了這種機製。
三、激光清洗的應用
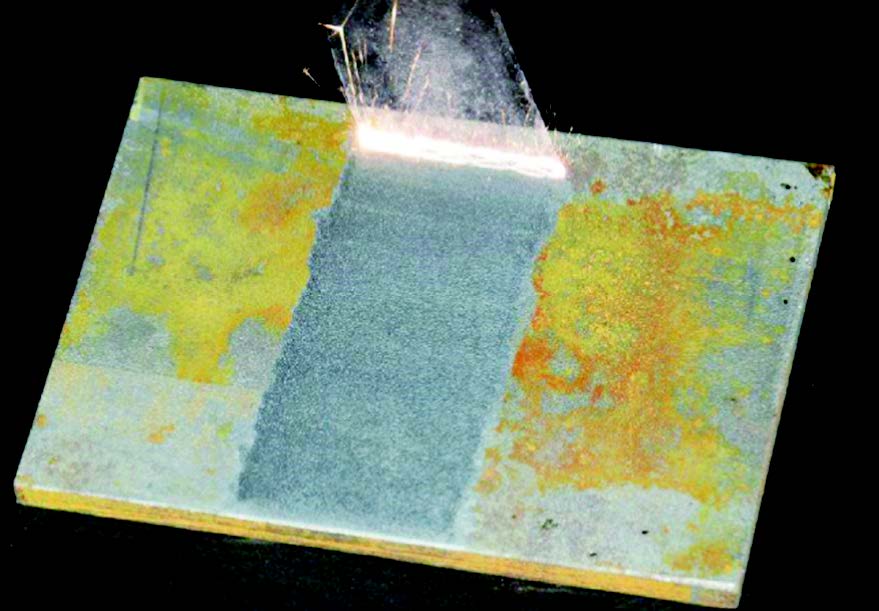
國外對激光清洗技術的應用比較早,理論研究也比較深入。有文字記錄的第一例激光清洗是 20 世紀 60 年在加利福尼亞大學采訪 Arthur Schawlow 的係列報道:Schawlow 發明了一個利用小型紅寶石激光器來糾正打印機鍵入文件錯誤碼和其他打印文件錯誤的激光擦除器專利。激光清洗在藝術品保護方麵的應用也比較早。這方麵最早的記錄是 1972 年加利福尼亞聖迭戈大學的 John F Asmus 在威尼斯觀察到紅寶石激光器作用於帶覆蓋層的石像時,石像表麵的黑色覆蓋層被選擇性清除,而激光對其基體無明顯損害。
目前激光清洗的應用相當廣泛,常見的應用有文物保護(如激光清洗古石製品,油畫藝術品),橡膠模具的橡膠層清洗,金屬表麵的除鏽,海麵石油汙染去除,軍用裝備清洗,金屬焊接前預處理,微電子元件和光學元件上微顆粒清潔等等。未來在淨化太空垃圾、清洗核輻射汙染、高鐵車體除漆、飛機除漆、去除隱形飛機表麵塗層等方有也非常有前景。
激光清洗應用的限製
近二十年來,激光清洗技術在理論模型、工藝研究、設備開發方麵都取得了顯著進展。國內外已經有不少研究機構和企業研製出各種激光清洗設備,並且有少數企業已經將其投入到工業清洗中。但是國內外激光清洗技術發展尚不平衡。無論是理論研究還是設備研製方麵,國外一直處於領先水平。隨著國內對環保的重視,加上國產光纖激光技術的成熟和成本的大幅降低,國內的激光清洗技術和設備開發出現了蓬勃發展的形勢。
目前激光清洗在國內工業中的應用範圍仍然有較大限製,這主要是因為:
◆ 對激光清洗機理的研究有待深入。
◆ 各種影響因素的工藝研究缺乏深入探索。
◆ 激光清洗效率較低,清洗穩定性較低,並未真正體現出它應有的替代性。
◆ 相較於傳統清洗裝備,激光清洗設備價格仍然比較高。
展望未來
激光清洗技術具有清洗效果好、控製精度高、應用範圍廣、運行成本低、柔性高、可控性好、易於選區定位精密清洗,以及易於遠距離遙控清洗難以到達或危險的地方等優勢。
激光清洗技術的出現,開辟了激光技術在工業應用的新領域,它在微電子、汽車製造,醫療、建築、核電站、文物保護等領域的開發方興未艾,應用市場前景廣闊。目前,我國在大型件激光加工技術領域的應用已初具規模,在鋼鐵除鏽和模具去汙方麵的應用還是剛剛開始,而激光清洗技術在汽車製造、建築等領域的市場仍在開發之中。
參考文獻
1. Steen,W.M. Laser materialprocessing[M]. London: Springer-VerlagLondon Ltd., 2003:330-340.
2.王海將,劉偉嵬,餘躍,等.金屬表麵汙染物的激光清洗研究現狀與展望[J].內燃機與配件,2016,(8):75-78.
3.俞鴻斌,王春明,張威,等.光清洗應用發展現狀及展望[J].焊接工藝,2014.44(10):80-84.
4.張鑫陳玉華.各類型激光器在激光清洗技術應用中發展現狀及展望[J].熱加工工藝,45(8):37-40.
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們