




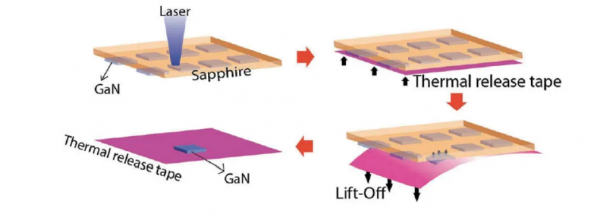
為(wei) 了解決(jue) 氮化镓(GaN)基發光二極管(LED)製造過程中藍寶石基底導熱、導電性能不佳的問題,Kelly等人提出了一種基於(yu) 紫外波長脈衝(chong) 激光的激光剝離技術(Laser Lift-Off, LLO)。該技術通過將激光作用於(yu) 藍寶石基底與(yu) GaN功能層的界麵,利用GaN受熱分解為(wei) 金屬镓和氮氣(N₂)的現象。氮氣的釋放和激光產(chan) 生的熱應力共同作用,使得GaN功能層能夠從(cong) 藍寶石基底上剝離並轉移至終端基底。這一突破性技術有效解決(jue) 了藍寶石基底導熱和導電性能不足的問題,從(cong) 而誕生了激光剝離技術。
在柔性電子製造中,無論是早期的LED,還是近年來應用廣泛的有機發光二極管(OLED),製造過程中高溫工藝(如沉積、蒸鍍等)對終端柔性基底的損傷(shang) 問題一直是關(guan) 鍵挑戰。為(wei) 了避免柔性基底在這些高溫工藝中損壞,通常需要在製造的初期使用玻璃、藍寶石或矽片等剛性材料作為(wei) 臨(lin) 時支撐基底,隨後通過剝離工藝將功能層轉移到柔性基底上。
與(yu) 化學剝離、機械剝離以及離子束剝離等其他技術相比,激光剝離具有能量輸入效率高、對器件損傷(shang) 小、設備通用性好、應用方式靈活等顯著優(you) 勢。因此,激光剝離技術不僅(jin) 更適合低損傷(shang) 、高效的大規模工業(ye) 化生產(chan) 需求,而且在柔性電子器件製造領域逐漸成為(wei) 研究熱點。
自2007年以來,德國的PlasticLogic公司便專(zhuan) 注於(yu) 柔性顯示屏的製造研究,並將激光剝離技術作為(wei) 其核心技術之一,用於(yu) 製造柔性薄膜晶體(ti) 管(TFT)。2018年,LG公司展示了全球最大的柔性透明顯示屏,具備80mm的彎曲半徑和40%的透明度。該顯示屏的製造過程中,剛性玻璃基底向柔性聚酰亞(ya) 胺(PI)基底的轉移,也采用了添加犧牲層的激光剝離工藝。此外,中國第一條全柔性AMOLED生產(chan) 線於(yu) 2017年10月正式投產(chan) ,該項目標誌著全球第六代柔性AMOLED量產(chan) 化生產(chan) 線的全麵落成,進一步證明了激光剝離技術在柔性電子器件(如柔性顯示器、柔性電池、柔性傳(chuan) 感器等)製造領域的巨大應用潛力。
然而,激光剝離技術的快速發展也麵臨(lin) 諸多挑戰。盡管激光與(yu) 材料相互作用的機理研究不斷深入,特別是近年來超快激光技術的進步,但隨著柔性電子器件的功能層厚度從(cong) 幾十微米減小到微米甚至亞(ya) 微米量級,這一技術的應用提出了更高的技術要求和研發難度。麵對柔性電子器件的飛速發展以及全球市場的激烈競爭(zheng) ,進一步提升激光剝離技術的性能已成為(wei) 緊迫的任務。
激光剝離技術新方法
選擇性激光剝離技術
與(yu) 目前廣泛應用於(yu) 柔性顯示技術的有機發光二極管(OLED)相比,新一代顯示技術Micro-LED展現出諸多優(you) 異性能。其優(you) 勢體(ti) 現在更廣的色域、更高的亮度、更低的能耗以及在各種環境下具備更好的穩定性,這使得Micro-LED在未來的顯示技術中擁有巨大的發展潛力。Micro-LED的核心封裝對象是由高度集成的微型LED顆粒陣列構成,這些顆粒的最小尺寸可達到10-15μm。由於(yu) 每個(ge) 像素都能夠獨立尋址並驅動發光,因此實現顆粒單元的精準轉移、更換與(yu) 修複成為(wei) 可能。
傳(chuan) 統的激光剝離技術通常使用線形或矩形光斑,這種大麵積剝離的方式在處理微米級的Micro-LED顆粒時麵臨(lin) 挑戰,難以滿足新一代顯示技術對定向剝離和精確轉移的要求。因此,屏幕製造中的這一新技術難題亟待激光剝離技術的革新。
2016年,Kim等人針對生長在藍寶石基底上的GaN層Micro-LED陣列開展了選擇性激光剝離(SLLO)的研究。GaN層厚度為(wei) 5μm,研究人員通過不同尺寸的光斑進行剝離實驗,以探索在微小區域結構單元上實現Micro-LED陣列的精確更換和修複的可行性。在該實驗中,研究對象的像素結構尺寸為(wei) 100μm×100μm,通過調整光斑大小,初步實現了對這些微小單元的高選擇性剝離。
與(yu) 傳(chuan) 統激光剝離技術注重大麵積剝離不同,選擇性激光剝離(SLLO)更加強調剝離的精準性。其主要特點是通過聚焦光束,將光斑尺寸控製在與(yu) 待剝離器件相匹配的微米級範圍內(nei) 。然而,隨著轉移對象器件尺寸不斷縮小,聚焦光斑尺寸也需要達到微米級別,這就導致輻照區域的能量密度急劇增加,要求激光輸出功率必須保持在較低水平。然而,激光器在低功率輸出條件下的穩定性通常較差,激光參數的波動性也會(hui) 增大,因此,嚴(yan) 格控製激光的能量輸入並合理選擇犧牲層材料成為(wei) 推動SLLO技術進一步發展的關(guan) 鍵。
雖然選擇性激光剝離技術仍處於(yu) 研發的初期階段,但其在微型器件及陣列的精準轉移上展現出的巨大潛力,為(wei) 其在大規模集成電路和芯片製造領域的推廣應用提供了廣闊的前景。
選擇性激光剝離示意 圖源:公開網絡
激光誘導前向轉移技術
激光誘導前向轉移(Laser-Induced Forward Transfer, LIFT)技術於(yu) 2002年首次問世,其原理是通過激光脈衝(chong) 輻照透明基底表麵的薄膜吸收層,促使吸收層熔融液化並形成液滴射流。射流的動能推動功能層從(cong) 基底上分離並完成轉移。與(yu) 傳(chuan) 統的激光剝離技術(LLO)不同,LLO技術通常避免使用高黏性材料以減少剝離過程中的損傷(shang) ,而LIFT技術恰好利用了熔融膜層的流動特性,在高黏性材料轉移方麵展現出獨特的優(you) 勢。此外,由於(yu) LIFT技術能夠對液滴的形成與(yu) 轉移進行局部精確控製,它在小尺寸圖形和微結構的轉移中表現出極高的精準性,尤其適用於(yu) 聚合物等材料的精細加工。
LIFT技術的研究重點在於(yu) 對燒蝕液滴射流行為(wei) 的精確調控。相較於(yu) 傳(chuan) 統LLO技術,LIFT所需的激光能量強度大約隻有LLO的1/20至1/5,且對材料的剝離損傷(shang) 明顯較小。其低損傷(shang) 的特性引發了科學界的關(guan) 注,曾有人嚐試將LIFT技術應用於(yu) 生物細胞的轉移研究領域,以驗證其對生物組織的潛在影響和應用前景。
2012年,美國北達科他州立大學(North Dakota State University)的納米科學與(yu) 工程中心報道了另一種新的前向轉移工藝,稱為(wei) 熱機械選擇性激光輔助模轉移(Thermomechanical Selective Laser-Assisted Die Transfer, tmSLADT)。該技術與(yu) LIFT技術有所不同,它通過在材料中添加一個(ge) 具有彈性的動力釋放層(Dynamic Release Layer, DRL)。當脈衝(chong) 激光輻照該層的淺表區域時,高壓氣體(ti) 被瞬時產(chan) 生,而後借助釋放層的彈性特質,通過氣泡膨脹和推送作用將功能層從(cong) 基底上精確分離和轉移。與(yu) LIFT技術相比,tmSLADT技術在轉移過程中的器件損傷(shang) 率更低,適合更精細的微型結構轉移應用。和選擇性超快激光脈衝(chong) 前沿通過多光子電離與(yu) 碰撞電離產(chan) 生高密度等離子體(ti) ,這些等離子體(ti) 成為(wei) 後續激光能量的吸收源,將激光能量集約在幾納米的空間尺度上,以高溫的集約式膨脹等離子體(ti) 態在界麵處產(chan) 生高壓,推動薄膜脫落。如圖所示為(wei) 皮秒、飛秒激光剝離薄膜的橫截麵透射電鏡圖,通過測量 圖中不同區域的厚度,可以得出皮秒激光與(yu) 飛秒激光對薄膜的改性區深度分別為(wei) 100nm與(yu) 80nm。可以看出,皮秒激光具有更高的剝離效率。但同時也應注意到,與(yu) 飛秒激光作用區域相比,皮秒激光作用區域的矽空隙(圖中所示的Sivoid區)尺寸更大,數量更多,說明材料在皮秒激光剝離過程中的氣化膨脹程度更加劇烈,熱效應更明顯,需要在兼顧剝離效率的同時合理調控能量輸入。
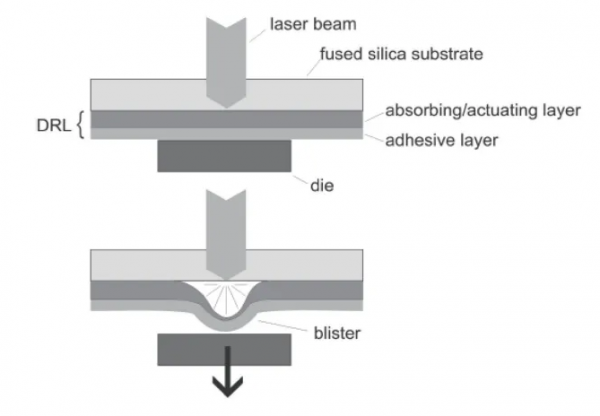
tmSLADT技術原理示意圖 圖源:公開網絡
盡管tmSLADT技術展現出較高的潛力,但其氣泡推送效應受限於(yu) 動力釋放層的彈性和局部氣泡膨脹行為(wei) ,這在轉移定位的精準度、距離和效率上仍有待進一步優(you) 化。然而,tmSLADT技術在微小器件轉移和可重複性方麵比LIFT技術更具優(you) 勢,未來在大規模生產(chan) 和微電子領域有著廣闊的應用前景。
超快激光剝離技術
目前主流的激光剝離技術主要依賴於(yu) 熱作用機製,但該機製麵臨(lin) 的最大挑戰是剝離過程中產(chan) 生的熱損傷(shang) 問題。這些損傷(shang) 可能由激光束能量分布不均、掃描過程不穩定、激光輻照釋放的熱應力,以及膜層內(nei) 應力分布不均或殘餘(yu) 應力等因素導致。為(wei) 了解決(jue) 這些問題,研究人員提出采用脈寬小於(yu) 10⁻¹¹秒的超快激光來減少納秒激光源帶來的熱效應,因其具有“冷加工”特性。雖然超快激光與(yu) 透明介質的相互作用會(hui) 引發複雜的非線性現象,並且一度被認為(wei) 不適用於(yu) 激光剝離,但其在材料高精度加工中的獨特優(you) 勢,促使研究者不斷探索其在剝離工藝中的應用潛力。
超快激光作用於(yu) 薄膜示意圖 圖源:公開網絡
Rublack等進行了超快激光對材料非線性吸收影響的實驗,采用不同波長(266nm至10μm)和脈寬(50fs至2ps)的激光束輻照覆蓋在矽基底上的超薄二氧化矽(SiO₂)薄膜(厚度為(wei) 100nm)。實驗結果表明,超快激光引發的非熱蒸發不會(hui) 對作用區域周圍的矽造成顯著熱損傷(shang) ,且SiO₂薄膜的損傷(shang) 深度僅(jin) 為(wei) 幾納米。在400nm至1030nm的較寬波長範圍內(nei) ,SiO₂薄膜均能實現無損剝離。
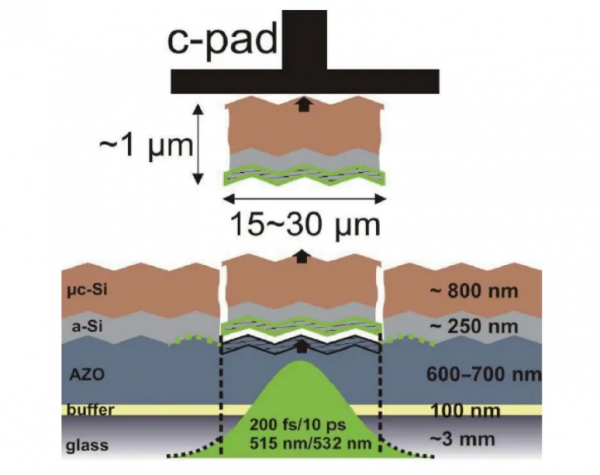
2016年,Krause等進一步比較了532nm波長下皮秒和飛秒激光對摻鋁氧化鋅(AZO)導電氧化物薄膜與(yu) 非晶矽界麵燒蝕的影響。通過對不同脈衝(chong) 輻照區域的薄膜剝離形貌進行分析,發現超快激光剝離的薄膜大小與(yu) 激光光斑幾乎一致,表明超快激光在剝離過程中具有高度的局域約束性和選擇性。
超快激光脈衝(chong) 前沿通過多光子電離和碰撞電離產(chan) 生高密度等離子體(ti) ,這些等離子體(ti) 成為(wei) 激光能量的主要吸收源,將能量集中於(yu) 幾納米尺度的空間內(nei) ,並通過高溫膨脹等離子體(ti) 在界麵處產(chan) 生高壓,推動薄膜脫落。下圖展示了皮秒和飛秒激光剝離薄膜的橫截麵透射電子顯微圖(TEM),通過測量不同區域的厚度,發現皮秒激光與(yu) 飛秒激光剝離後的改性區深度分別為(wei) 100nm和80nm。
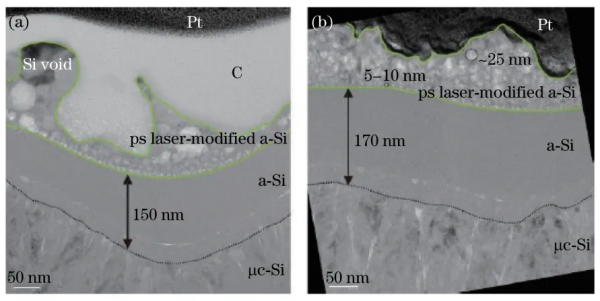
不同激光剝離薄膜橫截麵的 TEM 圖像。(a)皮秒激光;(b)飛秒激光 圖源:公開網絡
從(cong) 實驗結果來看,皮秒激光在剝離效率上略勝一籌,但與(yu) 此同時,其作用區域內(nei) 的熱效應也更加明顯。相比飛秒激光,皮秒激光剝離過程中產(chan) 生的矽空隙(Sivoid區)數量更多且尺寸更大,說明材料在皮秒激光作用下的氣化膨脹更為(wei) 劇烈。因此,雖然皮秒激光具有較高的剝離效率,但在實際應用中仍需合理調控能量輸入,以在效率和材料損傷(shang) 之間找到平衡點。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們