




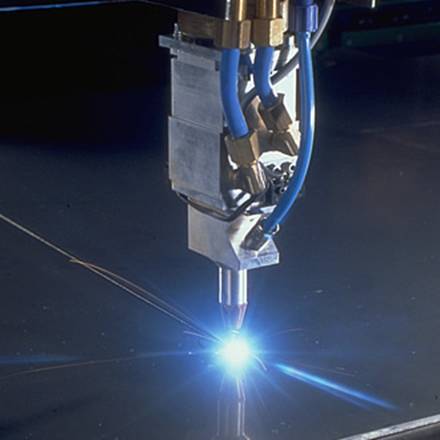
激光連續波焊接金屬是經過實踐驗證的有效方法,能否確保高精確度的焊接過程。
COMPACT係統能夠實現廣泛的精密金屬焊接,如焊接電子元器件,傳(chuan) 感器,壓力開關(guan) 或氣閥等配件以及如補償(chang) 器,外科手術器械,管道和薄膜等。尤其當焊接配件厚度隻有0.8mm的薄片金屬時,半導體(ti) 激光器實現的焊接質量明顯優(you) 於(yu) 燈泵浦的固體(ti) 激光器。
半導體(ti) 激光器緊密而高效,操作維護相當方便。
#p#分頁標題#e#




焊縱向接縫的細封閉管道 高焊接質量 #p#分頁標題#e#焊接薄片金屬 點焊
 #p#分頁標題#e#
#p#分頁標題#e#半導體(ti) 激光器應用於(yu) 塑料焊接
除了傳(chuan) 統的焊接方法以外,用激光焊接塑料已被證明是一種可行的焊接方法。目前,利用激光焊接方案已經能夠焊接汽車、電子、醫療設備製造中的敏感零部件,並能服務食品包裝和消費電子市場。
半導體(ti) 激光器加工優(you) 勢一覽表
• 最小的機械應力
• 最小的熱應力#p#分頁標題#e#
• 穩定的焊接過程
• 極大的焊接靈活性
• 完全無粒子產(chan) 生
• 內(nei) 部連接
• 小的熔融物噴射#p#分頁標題#e#
• 不需要附加的吸收劑
• 高質量和牢固的焊接質量

液體運輸部件可以實現無粒子焊接,實現緊密焊縫

敏感元件的無損焊接
 #p#分頁標題#e#
#p#分頁標題#e#設計表麵的完美焊接

焊接透明材料,獲得緊密焊縫
實現完美表麵與(yu) 牢固焊接的靈活過程
為(wei) 了得到具備完美表麵的牢固性焊接,通常使用重疊和光束透射焊接(transmission welding),對紅外區域的激光能量的吸收,通常是用顏料(如煙灰)實現的。在透射焊接中,激光輻射透過一個(ge) 被焊接的部件,被另一被焊接的部件吸收。現在,激光能夠焊接多種顏色的肅塑料,並通過向焊接處添加各種顏料實現更高的焊接牢固性。相比於(yu) 粘接、超聲焊接、振動焊接以及熱焊接等傳(chuan) 統的焊接方式,激光焊接技術擁有諸多優(you) 勢。
粘接通常需要對接觸麵進行預處理,並且要使用有機溶劑。熱焊接雖然成本較低,但焊接速度相對緩慢,並且容易有磨損發生。而且,通常這種焊機方法的熱影響區域較大,因此不適合敏感零部件焊接。#p#分頁標題#e#
摩擦焊接、振動焊接和超聲波焊接,將會(hui) 對焊機部件施加較大的機械力,這使得焊接結構更為(wei) 複雜,並且需要定期機械檢查。
與(yu) 上述焊接方法相比,激光焊接的優(you) 勢凸顯。激光焊接產(chan) 生最小的熱應力和機械應力。並且,激光焊接非常清潔,沒有顆粒產(chan) 生,也不需要溶劑,並且具有高度靈活性。焊接是在被連接的物體(ti) 內(nei) 部進行的。
焊接過程的可靠性與(yu) 控製
實際應用表明,在激光焊接應用中,高溫計是一個(ge) 非常有用的工具。高溫計與(yu) 德國DILAS的 COMPACT#p#分頁標題#e#高功率半導體(ti) 激光器係統相結合,能夠實現非接觸式溫度測量,並且能夠快速調節溫度,保持穩定。這種閉環控製係統,能使焊接過程始終保持在一個(ge) 恒定的溫度下進行,以避免由於(yu) 過熱所造成的損傷(shang) 。
溫度信號可以在一個(ge) 定義(yi) 的過程窗口以圖標的形式生動顯示出來,這樣就能夠隨時發現焊接不合格的部件,將其挑選出來。除此之外,DILAS還提供具備一個(ge) 色彩校正f-Theta透鏡的檢流計掃描鏡。

波長
除了標準的透射焊接波長外, COMPACT高功率半導體(ti) 激光器器係統同時提供#p#分頁標題#e#1940nm波長。在此波長範圍內(nei) ,在不需要使用任何額外的激光能量吸收劑的情況下,就能用COMPACT係統實現兩(liang) 個(ge) 透明膜或兩(liang) 個(ge) 透明零部件的焊接。在焊接透明的塑料產(chan) 品時,德國DILAS允許用戶使用其專(zhuan) 利產(chan) 品——PCT/EP99/05109。

轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們