




當今,電子設備已演變成多功能、高密度、小型化,造成部件與(yu) 部、部件與(yu) 焊盤之間的空間越來越小。目前,全世界使用手機的人數已超過21億(yi) ,另外,混合動力為(wei) 代表的汽車電子裝置占的比例越來越大,在未來5年會(hui) 占到車載部品的40%左右。隨著人們(men) 對環境保護的意識增強,EU RoHs指今的實施,對真正的無鉛化的追求,在這樣的情況下,我們(men) 有必要對電子設備焊接方式的重要性進行再認識,這意味著綜合的實裝技術提高到怎樣水平和能做出怎樣高品質的電子產(chan) 品。本文集JAPAN UNIX三十多年的SOLDERING ROBOT製造經驗,對自動激光焊接機器人發展曆程及當今的最新技術和應用狀況進行闡述,希望能對從(cong) 事電子設備,部件生產(chan) 的相關(guan) 人員得到啟發。
1. 焊接機器人的發展曆程
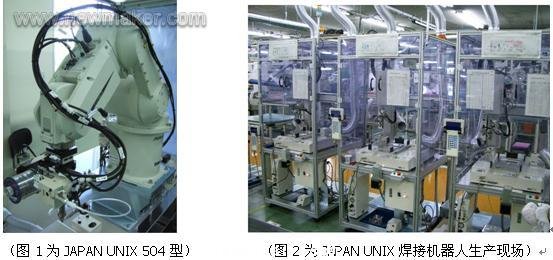
產(chan) 業(ye) 機器人的實用化是在1970年開始的,焊接用的機器人要更遲些,遲後的原因它需多學科的技術進行會(hui) 集,如:機器人工程學、機械、電子電器、物理、化學、熱力學、材料學等綜合科學和技術。八十年代開始有關(guan) 公司(JAPAN UNIX)就開發對應電子組裝用的焊接機器人,當時設計理念是“用一種自動烙鐵方式來代替手工烙鐵焊接”因人存在很多的不確定性,當時機器人的往複精度為(wei) +/-0.5mm,速度也很低,而目前的機器人的往複精度為(wei) +/-0.01mm,速度也是原來的幾十倍,(見圖1)
2.激光焊接機器人係統的誕生
在使用以往焊接機器人對被焊工件進行焊接時(見圖2),必須留有一定空間讓烙鐵頭能伸入至被焊部位進行焊接,另焊接過程烙鐵頭存在損耗,而且目前的部件引腳間距越來越小(0.3mm間距),業(ye) 內(nei) 人士始終想突破這瓶頸,尋找新的焊接方式,在這狀況下一種非接觸式,細小直徑加熱方式的激光焊接機器人係統應運而生, JAPAN UNIX在20年前已經開始探討激光焊接機器人係統的題目,而且經曆了YAG,CO2的時代,由於(yu) 當時的方式激光器壽命短、體(ti) 積大、控製精度低、成本高等諸多問題,使其實用化較為(wei) 困難。自2001年開始我們(men) 采用了半導體(ti) (LD)激光發生器,使得小型化,高性能的激光焊接機器人係統(圖3)實用化變為(wei) 了現實,當今這種新型係統在日本,歐美,韓國,台灣地區,中國已應用於(yu) 電子裝置生產(chan) 製造的多個(ge) 領域,解決(jue) 細微焊接這一難題。

1. 激光焊接機器人係統的應用領域
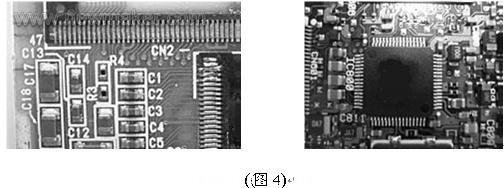
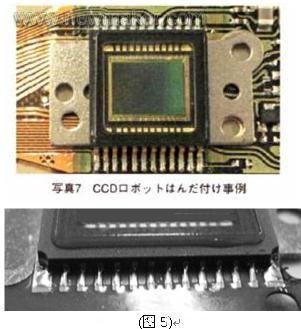
如以上闡述的那樣,當今的電子裝置已向多功能化,高集成化,小型化方向發展,以前的生產(chan) 方式考慮比較多的製品的品質和實裝技術的提高,但隨著移動電話的小型化和多功能化以及3G手機的導入,小型化的趨勢在加速,集成電路QFP元件的引腳間距也從(cong) 當初的1.0mm發展為(wei) 0.8mm, 0.65mm, 0.5mm,而且現在以0.4mm,0.3mm都很為(wei) 普遍(圖4),並且部件之間的空間也越來越小。激光焊接機器人係統則被應用於(yu) 手機的CCD素子(攝像頭)部件(圖5),LCD部件,手機的微型受話器,手攜電腦的HDD部件,LCD部件以及微型馬達,微型變壓器等,還被應用液晶TV,高端數字相機,航空航天軍(jun) 工製造,高端汽車部件製造等領域。
4.激光加熱方式的特點:
激光焊接機器人係統是以激光二極管(LD)為(wei) 熱源,通過激光實行局部非接觸加熱,它具有非接觸性,無需更換烙鐵頭,激光光束直徑小等優(you) 點(圖6)。

在無鉛化組裝製造中,有部分不適用波峰,回流的部品,隻能通過後裝工序,利用局部加熱方法來完成整個(ge) 產(chan) 品的組裝,激光加熱方式的獨特性正逐步被業(ye) 界推崇,其主要特征:
(1).微細的點直徑(Spor):激光形成的點徑最小可以到0.1mm,送錫裝置最小可以到0.2mm,可實現微間距貼裝器件,Chip部品的焊接。
(2).因為(wei) 是短時間的局部加熱,對基板與(yu) 周邊部品的熱影響很少,焊點品質良好。
(3).無烙鐵頭消耗,不需更換加熱器,連續作業(ye) 時,具有很高的作業(ye) 效率。
(4).進行無鉛焊接時,不易發生焊點裂紋。
(5)對焊料的表麵溫度用非接觸測定方式,而不能用實際接觸焊頭的溫度測定方法。
(一)激光焊接機器人係統裝置說明如下:
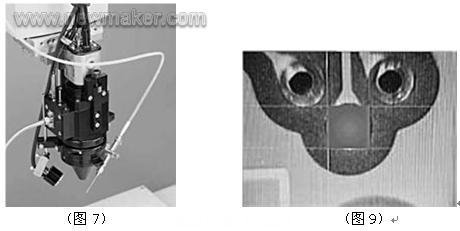
(1).裝置內(nei) 藏同軸CCD攝像頭與(yu) 監視裝置(見圖7),並可視覺圖像位置較正係統。
由示教圖像(指示圖像)顯示焊接狀態,通過顯示器同步顯示(見圖8)。視覺圖像位置較正係統(見圖9)則通過CCD視覺圖像攝像頭對工件上的標記點照射後進行自動位置較正。

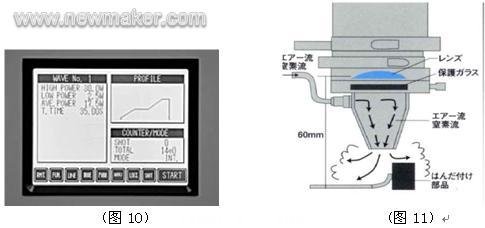
(2).通過對激光控製單元的液晶觸摸屏(見圖10)可對輸出功率,激光照射時間,焊接溫度曲線等進行工藝設定。
(3).激光頭上配有防煙霧的光學透鏡及保護係統,維修時隻要更換透鏡前端保護玻璃即可, 更換方式十分簡便(見圖11)。
(4)係統中的體(ti) 積緊湊的強力激光發生器,可以選擇與(yu) 點徑相合適的Fibre,激光功率最大為(wei) 30W/50W(空氣冷卻)二種並連續可調,從(cong) 而達到最佳功率焊接。Fibre直徑:0.4mm, 0.6mm, 0.8mm(標準為(wei) 0.6mm)。
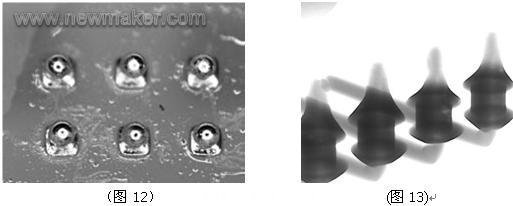
(5)激光焊接機器人係統裝置的應用例:如(圖12)中對0.3mm的BGA的焊球進行激光焊接,能做到保持上部球狀不變形而下部已與(yu) 焊盤良好連接,如用其他方式焊接是難以達到這樣的效果,另我們(men) 通過用X光(焊點X-Ray) 測試儀(yi) 觀察到激光焊接焊後良好的透錫效果(見圖13)。
5.激光加熱方式的發展:
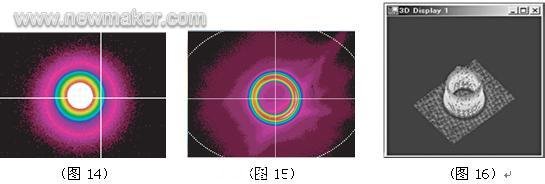
對應表麵貼裝微細間距焊接,特殊激光束的最小點徑要達到0.05mm以下,激光發射形狀目前使用圓形外,根據焊盤形狀還開發出環形(JAPAN UNIX已開發成功,如圖14,圖15),目前正在開發長方形,三角形,橢圓形,甚至可向焊接位置發射自由Figure Head的激光束(如圖16),以適應各種不同焊盤的焊接。
細小間距部品的無鉛化焊接會(hui) 增加烙鐵頭的更換次數,目前日本,韓國,台灣地區對中等間距程度部品,要求采用激光進行焊接的呼聲在逐步升高,因此開發更高性能的激光焊接機器人係統已列入開發製造商議事日程。按照無鉛組裝的工藝要求,激光焊接機器人係統作為(wei) 新的加熱源會(hui) 被更多的生產(chan) 商所采用。 #p#分頁標題#e#
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們